
Page 94 - CITS - Fitter Trade Practical - Volume -2
P. 94
FITTER - CITS
Making a blanking tool for make blanks
Objectives : At the end of this exercise you shall be able to
• demonstrate the step-by-step process of manufacturing a blanking tool
• deburring on raw materials by filling
• Lathe operation - facing & turning
• milling operation using vertical milling
• surface grinding and assembly of blanking tool.
Procedure
Material Preparation: Select the appropriate material based on the tool requirements, typically tool steel or
carbide inserts.
Material Cutting:
Once the material has been selected and inspected, it’s time to cut it to the required size and shape for the
blanking tool. This step is typically carried out using a bandsaw, abrasive cutoff saw, or other cutting tools capable
of handling the chosen material. The material is cut to slightly oversized dimensions to allow for machining
allowances and final finishing operations. Precision and accuracy in cutting are crucial to ensure that the blanking
tool’s components are uniform and consistent in size.
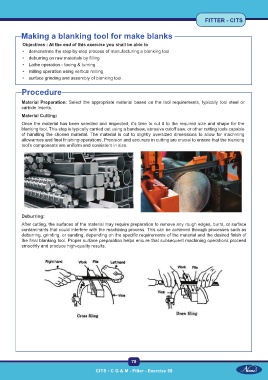
Deburring:
After cutting, the surfaces of the material may require preparation to remove any rough edges, burrs, or surface
contaminants that could interfere with the machining process. This can be achieved through processes such as
deburring, grinding, or sanding, depending on the specific requirements of the material and the desired finish of
the final blanking tool. Proper surface preparation helps ensure that subsequent machining operations proceed
smoothly and produce high-quality results.
79
CITS : C G & M - Fitter - Exercise 68