
Page 203 - CITS - Welder - Trade Practical
P. 203
WELDER - CITS
Job Sequence
- Cut the plate by using hacksaw cutting as per drawing.
- Clean the joining edges and surface of the plates.
- Adjust the power source and wire feeder to obtain 18 to 19 volts and 90 and 100 ampere, gas flow 8-10 LPM.
- Thoroughly clean the pieces to be joined. Pay particular attention to the top of the plate, the side walls of the
groove and the underside of the joint. Grind or file a 1.5 mm root face one each bevel edge.
- Tack the pieces together and position.
- Put spacers under the plate so that you don’t weld the plate to your table.
- Hold the gun perpendicular to the joint and strike the arc at the tack. Move the torch from left to right end of
the joint i.e., use back hand technique. Weave the gun from side to side. When the gun is in the center of the
joint, watch the arc very closely. By concentrating the arc on the leading edge of the puddle, you can cause the
bead to penetrate through the joint and fuse both. Root faces. If you bring the arc too far down in the puddle,
the wire will go through the joint and the arc will become very erratic. If you all other arc to go too far upon the
puddle, your penetration will decrease and you will not penetrate the joint. Practice will help you use the arc to
control the flow of the weld puddle.
- Complete the joint using the bead sequence. Use a slight weave to help the weld flow and to fuse to the
sidewalls of the groove and the previous beads.
- When you have completed the weld, cool it and examine it. The root should show full penetration along the
entire length. The root reinforcement should protrude beyond the joint from 0.5 to 1mm. The face of the weld
Should merge smoothly with the base metal. There in forcement should be atleast 1mm above the surface of
the base metal and also should not exceed beyond 1.5.
Note: Wear protective clothing.
• Tack-weld on both ends.
• Set the lap joint in a flat position.
• Deposit root run by using a with 100-110 amps current.
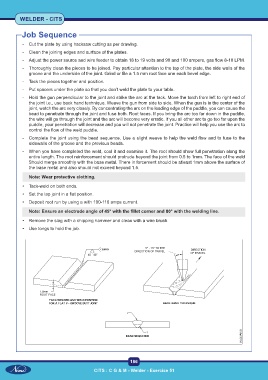
Note: Ensure an electrode angle of 45° with the fillet corner and 80° with the welding line.
• Remove the slag with a chipping hammer and clean with a wire brush.
• Use tongs to hold the job.
186
CITS : C G & M - Welder - Exercise 51