
Page 199 - CITS - Welder - Trade Practical
P. 199
WELDER - CITS
Job Sequence
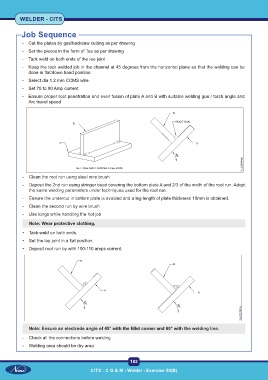
- Cut the plates by gas/hacksaw cutting as per drawing
- Set the pieces in the form of Tee as per drawing
- Tack weld on both ends of the tee joint
- Keep the tack welded job in the channel at 45 degrees from the horizontal plane so that the welding can be
done in flat/down hand position
- Select dia 1.2 mm CCMS wire.
- Set 70 to 90 Amp current
- Ensure proper root penetration and even fusion of plate A and B with suitable welding gun / torch angle and
Arc travel speed
- Clean the root run using steel wire brush
- Deposit the 2nd run using stringer bead covering the bottom plate A and 2/3 of the width of the root run. Adopt
the same welding parameters under techniques used for the root run.
- Ensure the undercut in bottom plate is avoided and a leg length of plate thickness 10mm is obtained.
- Clean the second run by wire brush
- Use tongs while handling the hot job
Note: Wear protective clothing.
• Tack-weld on both ends.
• Set the lap joint in a flat position.
• Deposit root run by with 100-110 amps current.
Note: Ensure an electrode angle of 45° with the fillet corner and 80° with the welding line.
- Check all the connections before welding
- Welding area should be dry area
182
CITS : C G & M - Welder - Exercise 50(B)