
Page 194 - CITS - Welder - Trade Practical
P. 194
WELDER - CITS
Fig 1
Setting the current level by selecting proper wire feed rate: For this exercise of depositing straightline beads it
is desirable to select a smaller diameter wire i.e. 0.8mm dia wire and dip transfer method. Accordingly a current
range of 80-100A is to be set for the 0.8mm dia wire. The current to be set has a direct relationship with the wire
feed rate in Co welding/GMAW process. So the correct wire feed rate corresponding to the 80-100A current is
2
set on the Electrode Feed unit of the machine.
Setting appropriate arc voltage for the corresponding current used: The Arc Voltage to be set depends on the
filler wire diameter, the type of metal transfer and the current selected. The thumb rule to select arc voltage for
DIP transfer mode in GMAW process is calculated by using an imperical formula i.e. Arc voltage = 14 + 0.05 (I)
±2 where I is the current selected for the diameter of the wire. This can be up further by +2 volts for globular and
spray transfer mode and depending upon bead finish. For laying straight line beads on 10mm thick mild steel plate
set an voltage of 23 to 24 volts using set voltage control knob of Co welding machine. This set voltage will drop
2
down and settle at 19-21 volts after arc initiation. The reduction in voltage from set to Arc voltage is due to length
of the cable and other factors. The welder should select 19 to 21 volts, strike the arc without changing the current;
The right arc voltage is selected by Trial and Error method to get a uniform bead profile.
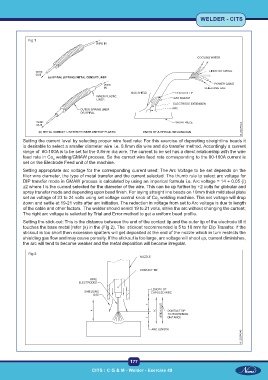
Setting the stick-out: This is the distance between the end of the contact tip and the outer tip of the electrode till it
touches the base metal [refer (k) in the (Fig 2). The stickout recommended is 5 to 10 mm for Dip Transfer. If the
stickout is too short then excessive spatters will get deposited at the end of the nozzle which in turn restricts the
shielding gas flow and may cause porosity. If the stickout is too large, arc voltage will shoot up, current diminishes,
the arc will tend to become weaker and the metal deposition will become irregular.
Fig 2
177
CITS : C G & M - Welder - Exercise 49 CITS : C G & M - Welder - Exercise 49