
Page 197 - CITS - Welder - Trade Practical
P. 197
WELDER - CITS
Note: Avoid side-to-side movement of the electrode.
Deslag and clean the root bead thoroughly.
Deposit the final covering run with a 160 amp current.
Give side-to-side movement to the electrode not more than 2.5 times its dia.
Use the same electrode angle as was used for the root bead.
Note: Prevent the upper edge of the plate from melting off by not allowing the arc to concentrate
more on the upper edge.
Remove the slag with a chipping hammer.
Clean the weld with a steel wire brush.
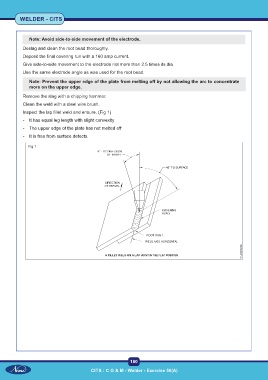
Inspect the lap fillet weld and ensure. (Fig 1)
- It has equal leg length with slight convexity
- The upper edge of the plate has not melted off
- It is free from surface defects.
Fig 1
180
CITS : C G & M - Welder - Exercise 50(A)