
Page 206 - CITS - Welder - Trade Practical
P. 206
WELDER - CITS
9 Keep the tack welded jib in the channel at 45 degree from the horizontal plane so that the welding can be done
in flat / down hand position.
10 Weld the lap joint by using 0.8mm dia. Mild steel filler wire and using stringer bead welding technique.
11 Ensure good leg length and even fusion of plates.
12 Avoid under cut
13 Ensure the edges of the plate is not melted off due to excessive weaving
14 Ensure there is no undercut at the other toe of the lap weld on plate
15 Clean the bead by wire brush
16 Inspect the welded joint for undercut, porosity, uneven bead formation, edge of the plate melted off, distortion
and good bead profile.
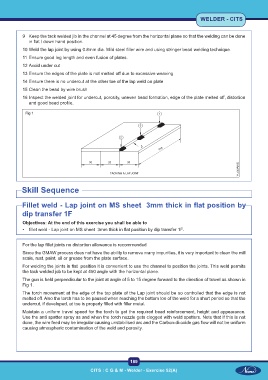
Fig 1
Skill Sequence
Fillet weld - Lap joint on MS sheet 3mm thick in flat position by
dip transfer 1F
Objectives: At the end of this exercise you shall be able to
• fillet weld - Lap joint on MS sheet 3mm thick in flat position by dip transfer 1F.
For the lap fillet joints no distortion allowance is recommended
Since the GMAW process does not have the ability to remove many impurities, it is very important to clean the mill
scale, rust, paint, oil or grease from the plate surface.
For welding the joints in flat position it is convenient to use the channel to position the joints. This weld permits
the tack welded job to be kept at 450 angle with the horizontal plane.
The gun is held perpendicular to the joint at angle of 5 to 15 degree forward to the direction of travel as shown in
Fig 1.
The torch movement at the edge of the top plate of the Lap joint should be so controlled that the edge is not
melted off. Also the torch has to be paused when reaching the bottom toe of the weld for a short period so that the
undercut, if developed, at toe is properly filled with filler metal.
Maintain a uniform travel speed for the torch to get the required bead reinforcement, height and appearance.
Use the anti spatter spray as and when the torch nozzle gets clogged with weld spatters. Note that if this is not
done, the wire feed may be irregular causing unstabilised arc and the Carbon-di-oxide gas flow will not be uniform
causing atmospheric contamination of the weld and porosity.
189
CITS : C G & M - Welder - Exercise 52(A)