
Page 209 - CITS - Welder - Trade Practical
P. 209
WELDER - CITS
Job Sequence
• Prepare the plates to size (i.e 150 x 50 x 10mm) using gas cutting, grinding and filing.
• Clean the base metal surface along the welding line with a carbon steel wire brush.
• Set the plates in the form of an inverted “T”.
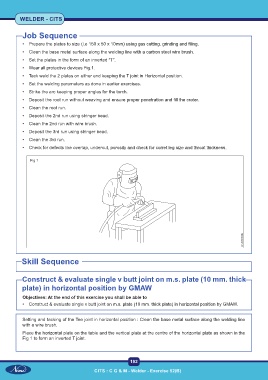
• Wear all protective devices Fig.1.
• Tack weld the 2 plates on either end keeping the T joint in Horizontal position.
• Set the welding parameters as done in earlier exercises.
• Strike the arc keeping proper angles for the torch.
• Deposit the root run without weaving and ensure proper penetration and fill the crater.
• Clean the root run.
• Deposit the 2nd run using stringer bead.
• Clean the 2nd run with wire brush.
• Deposit the 3rd run using stringer bead.
• Clean the 3rd run.
• Check for defects like overlap, undercut, porosity and check for corret leg size and throat thickness.
Fig 1
Skill Sequence
Construct & evaluate single v butt joint on m.s. plate (10 mm. thick
plate) in horizontal position by GMAW
Objectives: At the end of this exercise you shall be able to
• Construct & evaluate single v butt joint on m.s. plate (10 mm. thick plate) in horizontal position by GMAW.
Setting and tacking of the Tee joint in horizontal position : Clean the base metal surface along the welding line
with a wire brush.
Place the horizontal plate on the table and the vertical plate at the centre of the horizontal plate as shown in the
Fig 1 to form an inverted T joint.
192
CITS : C G & M - Welder - Exercise 52(B) CITS : C G & M - Welder - Exercise 52(B)