
Page 226 - CITS - Welder - Trade Practical
P. 226
WELDER - CITS
Job Sequence
- Cut the sheet by shearing machine as per drawing.
- Grind and filet heed gas of sheets to square.
- Deburr and clean the surface of the plates by carbon steel wire brush and filling.
- Set the plate in the form of corner as per drawing.
- Wear protective clothes.
- Connect the torch to the positive terminal of the machine.
- Set 90-100 A current/corresponding wire feed rate, 19 to 20 arc voltage and deposit the run using Dips transfer
mode.
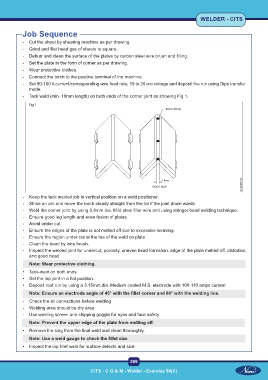
- Tack weld (min. 10mm length) on both ends of the corner joint as showing Fig 1.
Fig 1
- Keep the tack welded job in vertical position on a weld positioner.
- Strike an arc and move the torch steady straight from the tor if the joint down wards.
- Weld the corner joint by using 0.8mm dia. Mild steel filler wire and using stringer bead welding technique.
- Ensure good leg length and even fusion of plates.
- Avoid under cut
- Ensure the edges of the plate is not melted off due to excessive weaving.
- Ensure the region under cut at the toe of the weld on plate.
- Clean the bead by wire brush.
- Inspect the welded joint for undercut, porosity, uneven bead formation, edge of the plate melted off, distortion
and good bead
Note: Wear protective clothing.
• Tack-weld on both ends.
• Set the lap joint in a flat position.
• Deposit root run by using a 3.15mm dia. Medium coated M.S. electrode with 100-110 amps current.
Note: Ensure an electrode angle of 45° with the fillet corner and 80° with the welding line.
- Check the all connections before welding
- Welding area should be dry area
- Use welding screen and chipping goggle for eyes and face safety
Note: Prevent the upper edge of the plate from melting off.
• Remove the slag from the final weld and clean thoroughly.
Note: Use a weld gauge to check the fillet size
• Inspect the lap fillet weld for surface defects and size.
209
CITS : C G & M - Welder - Exercise 54(C)