
Page 241 - CITS - Welder - Trade Practical
P. 241
WELDER - CITS
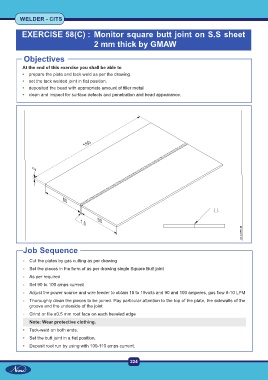
EXERCISE 58(C) : Monitor square butt joint on S.S sheet
2 mm thick by GMAW
Objectives
At the end of this exercise you shall be able to
• prepare the plate and tack weld as per the drawing.
• set the tack welded joint in flat position.
• deposited the bead with appropriate amount of filler metal
• clean and inspect for surface defects and penetration and bead appearance.
Job Sequence
- Cut the plates by gas cutting as per drawing
- Set the pieces in the form of as per drawing single Square Butt joint
- As per required
- Set 90 to 100 amps current
- Adjust the power source and wire feeder to obtain 18 to 19volts and 90 and 100 amperes, gas flow 8-10 LPM
- Thoroughly clean the pieces to be joined. Pay particular attention to the top of the plate, the sidewalls of the
groove and the underside of the joint
- Grind or file a0.5 mm root face on each beveled edge
Note: Wear protective clothing.
• Tack-weld on both ends.
• Set the butt joint in a flat position.
• Deposit root run by using with 100-110 amps current.
224