
Page 282 - CITS - Welder - Trade Practical
P. 282
WELDER - CITS
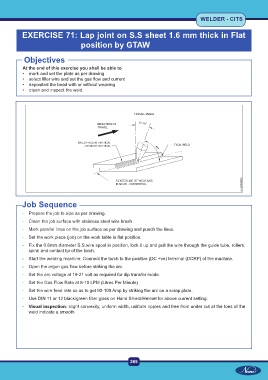
EXERCISE 71: Lap joint on S.S sheet 1.6 mm thick in Flat
position by GTAW
Objectives
At the end of this exercise you shall be able to
• mark and set the plate as per drawing
• select filler wire and set the gas flow and current
• deposited the bead with or without weaving
• Clean and inspect the weld.
Job Sequence
- Prepare the job to size as per drawing.
- Clean the job surface with stainless steel wire brush.
- Mark parallel lines on the job surface as per drawing and punch the lines.
- Set the work piece (job) on the work table in flat position.
- Fix the 0.8mm diameter S.S.wire spool in position, lock it up and pull the wire through the guide tube, rollers,
spiral and contact tip of the torch.
- Start the welding machine. Connect the torch to the positive (DC +ve) terminal (DCRP) of the machine.
- Open the argon gas flow before striking the arc.
- Set the arc voltage at 19-21 volt as required for dip transfer mode.
- Set the Gas Flow Rate at 8-10 LPM (Litres Per Minute)
- Set the wire feed rate so as to get 90-100 Amp by striking the arc on a scrap plate.
- Use DIN 11 or 12 black/green filter glass on Hand Shield/Helmet for above current setting.
- Visual inspection: slight convexity, uniform width, uniform ripples and free from under cut at the toes of the
weld indicate a smooth
265
CITS : C G & M - Welder - Exercise 70