
Page 280 - CITS - Welder - Trade Practical
P. 280
WELDER - CITS
Job Sequence
- Clean the base metal surface with the S.S wire brush.
- Clean the base metal surface with alcohol.
- Adjust the current to about 80 to 90A.
- Adjust the gas flow rate to 6-8 LPM.
- Set the root gap to 1.5mm.
- Fix the base metal with the jig.
- Flow the back shielding gas by 4LPM.
- Tack weld at 10mm inside from both ends of the joint.
- Stop the back shielding gas.
- Remove the base metal from the jig.
- Check if the joint has good alignment.
- Fasten the base metal securely to the jig.
- Polish the base metal with the ss wire brush.
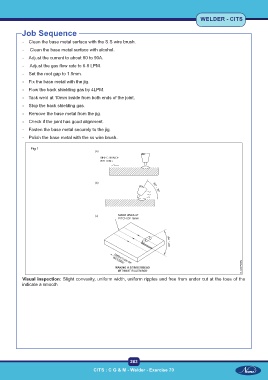
Fig 1
Visual inspection: Slight convexity, uniform width, uniform ripples and free from under cut at the toes of the
indicate a smooth
263
CITS : C G & M - Welder - Exercise 70