
Page 277 - CITS - Welder - Trade Practical
P. 277
WELDER - CITS
Maintain a short arc to get uniform fusion and root penetration.
Note : Avoid side-to-side movement of the electrode.
Deslag and clean the root bead thoroughly.
Deposit the final covering run and 160 amp current.
Give side-to-side movement to the electrode not more than 2.5 times its dia.
Use the same electrode angle as was used for the root bead.
Note : Prevent the upper edge of the plate from melting off by not allowing the arc to concentrate
more on the upper edge
Remove the slag with a chipping hammer.
Clean the weld with a steel wire brush.
Inspect the Corner/fillet weld and ensure: comer
- It has equal leg length with slight convexity
- The upper edge of the plate has not melted off
- It is free from surface defects.
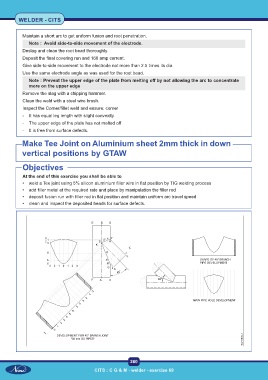
Make Tee Joint on Aluminium sheet 2mm thick in down
vertical positions by GTAW
Objectives
At the end of this exercise you shall be able to
• weld a Tee joint using 5% silicon aluminium filler wire in flat position by TIG welding process
• add filler metal at the required rate and place by manipulation the filler rod
• deposit fusion run with filler rod in flat position and maintain uniform arc travel speed
• clean and inspect the deposited beads for surface defects.
260
CITS : C G & M - welder - exercise 69