
Page 273 - CITS - Welder - Trade Practical
P. 273
WELDER - CITS
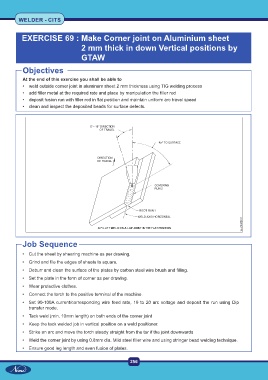
EXERCISE 69 : Make Corner joint on Aluminium sheet
2 mm thick in down Vertical positions by
GTAW
Objectives
At the end of this exercise you shall be able to
• weld outside corner joint in aluminum sheet 2 mm thickness using TIG welding process
• add filler metal at the required rate and place by manipulation the filler rod
• deposit fusion run with filler rod in flat position and maintain uniform arc travel speed
• clean and inspect the deposited beads for surface defects.
Job Sequence
• Cut the sheet by shearing machine as per drawing.
• Grind and file the edges of sheets to square.
• Deburr and clean the surface of the plates by carbon steel wire brush and filling.
• Set the plate in the form of corner as per drawing.
• Wear protective clothes.
• Connect the torch to the positive terminal of the machine.
• Set 90-100A current/corresponding wire feed rate, 19 to 20 arc voltage and deposit the run using Dip
transfer mode.
• Tack weld (min. 10mm length) on both ends of the corner joint
• Keep the tack welded job in vertical position on a weld positioner.
• Strike an arc and move the torch steady straight from the tor if the joint downwards
• Weld the corner joint by using 0.8mm dia. Mild steel filler wire and using stringer bead welding technique.
• Ensure good leg length and even fusion of plates.
256