
Page 72 - CITS - Welder - Trade Practical
P. 72
WELDER - CITS
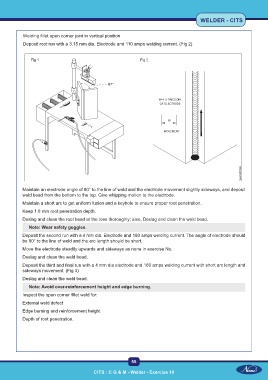
Welding fillet open corner joint in vertical position
Deposit root run with a 3.15 mm dia. Electrode and 110 amps welding current. (Fig 2)
Fig 1 Fig 2
Maintain an electrode angle of 80° to the line of weld and the electrode movement slightly sideways, and deposit
weld bead from the bottom to the top. Give whipping motion to the electrode.
Maintain a short arc to get uniform fusion and a keyhole to ensure proper root penetration.
Keep 1.6 mm root penetration depth.
Deslag and clean the root bead at the toes thoroughly; also, Deslag and clean the weld bead.
Note: Wear safety goggles.
Deposit the second run with a 4 mm dia. Electrode and 160 amps welding current. The angle of electrode should
be 80° to the line of weld and the arc length should be short.
Move the electrode steadily upwards and sideways as none in exercise No.
Deslag and clean the weld bead.
Deposit the third and final run with a 4 mm dia electrode and 160 amps welding current with short arc length and
sideways movement. (Fig 3)
Deslag and clean the weld bead.
Note: Avoid over-reinforcement height and edge burning.
Inspect the open corner fillet weld for:
External weld defect
Edge burning and reinforcement height
Depth of root penetration.
55
CITS : C G & M - Welder - Exercise 10