
Page 105 - CITS - Welder - Trade Theory
P. 105
WELDER - CITS
Selection of nozzle, flame and flux: The main difficulty in welding of brass is the vapourisation of zinc, because
the melting point of zinc is lower than that of brass. Due to the loss of zinc, below holes or porosity is produced in
the weld and only copper is left over.
The strength is thereby reduced, and the weld gives a pitted appearance when polished.
Therefore excess burning of zinc should be controlled.
These ‘zinc’ problems are minimized by excess oxygen in the oxidising flame. The excess oxygen in the oxidising
flame will convert zinc into zinc oxide whose melting point is more than that of zinc. So use of oxidising flame
prevents evaporation of zinc. The flux helps to retain the zinc while solidification of weld metal occurs. The
copper- zinc alloys, most of which are called BRASS, are more difficult to weld than copper. The zinc in the alloy
produces irritating and destructive fumes or vapours during the welding process. Be sure to provide adequate
ventilation and avoid inhaling zinc fumes.
For oxy-acetylene welding of brass, an oxidising flame is used and the nozzle is one size larger than the one used
for welding mild steel plate of the same thickness. This will give a soft oxidising flame.
It is difficult to weld brass by electric arc process.
Flux is very important in welding brass. A fresh mixture of borax paste makes a good flux for brass welding.
The flux should be applied on the underside of the joint area and to the filler rod.
Edge preparation is as shown in Table 1.
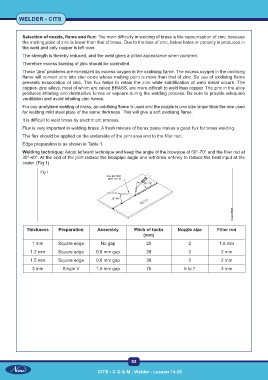
Welding technique: Adopt leftward technique and keep the angle of the blowpipe at 60°-70° and the filler rod at
30°-40°. At the end of the joint reduce the blowpipe angle and withdraw entirely to reduce the heat input at the
crater. (Fig 1)
Fig 1
Thickness Preparation Assembly Pitch of tacks Nozzle size Filler rod
(mm)
1 mm Square edge No gap 25 2 1.6 mm
1.2 mm Square edge 0.8 mm gap 38 3 2 mm
1.5 mm Square edge 0.8 mm gap 38 3 2 mm
3 mm Single V 1.5 mm gap 75 5 to 7 3 mm
92
CITS : C G & M - Welder - Lesson 14-26 CITS : C G & M - Welder - Lesson 14-26