
Page 41 - CITS - Fitter - TP (Volume 2) - Hindi
P. 41
िफटर - CITS
काउंटर िसंक, काउंटर बोर और रीम ट िफट (तीन पीस िफिटंग) (Counter sink, counter
bore and ream split fit (three piece fitting)
उ े : इस अ ास के अंत म आप यह कर सक गे
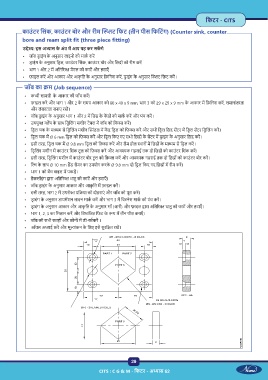
• जॉब ड ाइंग के अनुसार लाइनों को माक कर
• ड ाइंग के अनुसार िड ल, काउंटर िसंक, काउंटर बोर और िछ ों को रीम कर
• भाग 1 और 2 म अित र मेटल को काट और हटाएँ
• फ़ाइल कर और आकार और आकृ ित के अनुसार िफ़िनश कर , ड ाइंग के अनुसार ट िफ़ट कर ।
जॉब का म (Job sequence)
• क ी साम ी के आकार की जाँच कर ।
• फ़ाइल कर और भाग 1 और 2 के सम आकार को 60 x 40 x 9 mm, भाग 3 को 29 x 29 x 9 mm के आकार म िफ़िनश कर , समानांतरता
और लंबवतता बनाए रख ।
• जॉब ड ाइंग के अनुसार भाग 1 और 2 म िछ के क ों को माक कर और पंच कर ।
• उपयु प के साथ िड िलंग मशीन टेबल म जॉब को िफ कर ।
• िड ल चक के मा म से िड िलंग मशीन ंडल म क िड ल को िफ़ कर और सभी िड ल िछ स टर म िड ल स टर िड िलंग कर ।
• िड ल चक म Ø 6 mm िड ल को िफ़ कर और िड ल िकए गए सभी िछ ों के स टर म ड ाइंग के अनुसार िछ कर ।
• इसी तरह, िड ल चक म Ø 9.8 mm िड ल को िफ़ कर और रीम होल ानों म िछ ों के मा म से िड ल कर ।
• िड िलंग मशीन म काउंटर िसंक टू ल को िफ़ कर और आव क गहराई तक दो िछ ों को काउंटर िसंक कर ।
• इसी तरह, िड िलंग मशीन म काउंटर बोर टू ल को िफ़ कर और आव क गहराई तक दो िछ ों को काउंटर बोर कर ।
• रंच के साथ Ø 10 mm ह ड रीमर का उपयोग करके Ø 9.8 mm दो िड ल िकए गए िछ ों म रीम कर ।
• भाग 1 को ब च वाइस म पकड़ ।
• हैकसॉइंग ारा अित र धातु को काट और हटाएँ ।
• जॉब ड ाइंग के अनुसार आकार और आकृ ित म फ़ाइल कर ।
• इसी तरह, भाग 2 म उपरो ि या को दोहराएं और जॉब को पूरा कर ।
• ड ाइंग के अनुसार डायम शन लाइन माक कर और भाग 3 म िवटनेस माक को पंच कर ।
• ड ाइंग के अनुसार आकार और आकृ ित के अनुसार सॉ (आरी) और फ़ाइल ारा अित र धातु को काट और हटाएँ ।
• भाग 1, 2, 3 का िमलान कर और िवभािजत िफट के प म तीन पीस बनाएँ ।
• जॉब की सभी सतहों और कोनों म डी-बर कर ।
• ऑयल अ ाई कर और मू ांकन के िलए इसे सुरि त रख ।
29
CITS : C G & M - िफटर - अ ास 62