
Page 158 - CITS - Welder - TP - Hindi
P. 158
वे र - CITS
काय का अनु म (Job Sequence)
• पाइप को िदए गए आकार म काट ।
• पाइप के िसरों को पाइप की धुरी के समकोण पर रख ।
• एज को 30 से 35 िड ी बेवल पर पीस , िजससे ट फे स 1.5 से 1.75 mm बना रहे।
• पाइप के िसरों से गड़गड़ाहट और जंग हटाएँ ।
• 2 पाइप को बट जॉइंट के प म व थत कर ।
• पाइप को संरे खत करने के िलए एं गल आयरन के िफ चर या V ोफाइल का उपयोग कर ।
• मशीन को ‘ऑन कर और टैिकं ग और ट रन के िलए 3.15 mm ø इले ोड सेले कर और 100 ए यर करंट सेट कर ।
• ेसर का उपयोग करके पाइप के बीच 2 mm ट गैप को एडज ंग करते ए िनयिमत अंतराल पर 4 टैक लगाएँ ।
• सुिनि त कर िक ेक टैक एक कीहोल के साथ समा होता है।
• जाँच कर और सुिनि त कर िक टैिकं ग के बाद पाइप लाइन म ह ।
• ट रन के िलए 3.15 mm ø इले ोड के िलए 110 ए यर सेट कर ।
• पाइप को घुमाकर ट रन को समतल थित म जमा कर ।
• कीहोल टे ीक का उपयोग करके वे ंग ट वेश सुिनि त करती है।
• ट से ैग को अ ी तरह से हटा द ।
• 3.15 mm ø इले ोड का उपयोग करके दू सरे और तीसरे रन को जमा कर , यानी ट रन के िलए समान।
• जॉइंट को साफ कर और उसका िनरी ण कर ।
कौशल अनु म (Skill Sequence)
ओवरहेड रो थित म MS पाइप ø50mm×6mm दीवार मोटाई पर पाइप जॉइंट (Pipe joint on MS
pipe ø50mm×6mm wall thick in overhead rolled position)
उ े : इस अ ास के अंत म , आप यह कर सक गे
• ओवरहेड रो थित म एमएस पाइप ø50 mm × 6 mm दीवार मोटी पर पाइप जॉइंट तैयार कर और वे कर ।
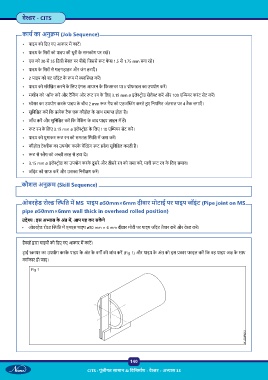
है ॉ ारा पाइपों को िदए गए आकार म काट ।
ट ाई ायर का उपयोग करके पाइप के अंत के वग की जांच कर (Fig 1) और पाइप के अंत को इस कार फाइल कर िक वह पाइप अ के साथ
वगा कार हो जाए।
Fig 1
140
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 33