
Page 159 - CITS - Welder - TP - Hindi
P. 159
वे र - CITS
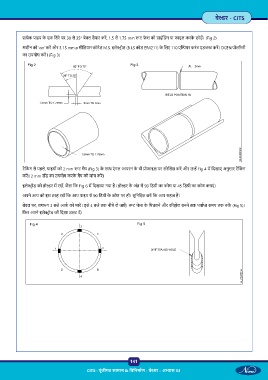
ेक पाइप के एक िसरे पर 30 से 35° बेवल तैयार कर , 1.5 से 1.75 mm ट फे स को ाइंिडंग या फाइल करके छोड़ । (Fig 2)
मशीन को ‘on कर और 3.15 mm ø मीिडयम कोटेड M.S. इले ोड (B.I.S कोड ER4211) के िलए 110 ए यर करंट एडज कर । DCEN पोल रटी
का उपयोग कर । (Fig 3)
Fig 2 Fig 3
टैिकं ग से पहले, पाइपों को 2 mm ट गैप (Fig 3) के साथ एं गल आयरन के वी ोफाइल पर संरे खत कर और उ Fig 4 म िदखाए अनुसार टैिकं ग
कर । 2 mm रॉड का उपयोग करके गैप की जांच कर ।
इले ोड को हो र म रख , जैसा िक Fig 6 म िदखाया गया है। हो र के अंत से 90 िड ी का कोण या 45 िड ी का कोण बनाएं ।
अपने आप को इस तरह रख िक आप पाइप से 90 िड ी के कोण पर हों। सुिनि त कर िक आप सहज ह ।
बेवल पर, लगभग 3 बजे आक को मार । इसे 4 बजे तक नीचे ले जाएँ । ट फे स के िपघलने और कीहोल बनने तक पया समय तक क (Fig 5)।
िफर अपने इले ोड की िदशा उलट द ।
Fig 4 Fig 5
141
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 33