
Page 155 - CITS - Welder - TP - Hindi
P. 155
वे र - CITS
लौ के आंत रक शंकु को िपघली ई धातु से लगभग 3 से 4 mm द ू र रख । यिद यह िपघली ई धातु को छू ता है, तो कठोर ध े बन गे।
े टर को भरकर वे को समा कर ।
जॉब को ह ा लाल रंग देने के िलए गम कर
जॉब को चूने या राख या सूखी रेत के ढेर से ढककर धीरे-धीरे ठं डा होने द ।
ठं डा होने के बाद, वे ेड जॉब को वायर श से साफ कर और वे दोषों जैसे िछ , दरार , ैग समावेशन, अंडरकट, वेश की
कमी आिद का िनरी ण कर ।
• तेल, ीस, गंदगी से वक पीस की सतह को साफ कर और यिद कोई ऑ ाइड हो तो उसे फाइिलंग/ ाइंिडंग हटा द ।
• ेट के एज को ाइंड कर के (no feather edge) 90° के स िलत कोण का एकल V बनाएं । सभी तीखे (शाप ) एज को गोल कर ।
• नोजल नंबर 10 सेले कर ।
• ट रन के िलए 3mmø और दू सरे रन के िलए 5mmø की िसिलकॉन कां िफलर रॉड सेले कर ।
• दोनों गैसों के िलए कां और 0.15 kg/cm² ेसर सेले कर ।
कौशल अनु म (Skill Sequence)
6 mm मोटी का आयरन ेट पर िसंगल ‘V बट जॉइंट की कां वे ंग (Bronze welding of
single ‘V butt joint on cast iron plate of 6mm thick)
उ े : इस अ ास के अंत म , आप यह कर सक गे
• 6 mm मोटी का आयरन की ेट पर एकल ‘वी बट जॉइंट की तैयारी और कां वे ंग।
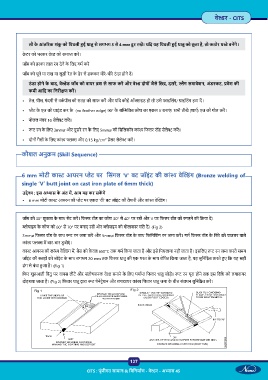
जॉब को 30° झुकाव के साथ सेट कर । िफलर रॉड का कोण 30° से 40° पर रख और V पर िफलर रॉड को रगड़ने की ि या द ।
ोपाइप के कोण को 60° से 70° पर बनाए रख और ोपाइप को गोलाकार गित द । (Fig 2)
3mmø िफलर रॉड के साथ ट रन जमा कर और 5mmø िफलर रॉड के साथ िफिनिशंग रन जमा कर । गम िफलर रॉड के िसरे को पाउडर वाले
कां म बार-बार डुबोएं ।
का आयरन की कां वे ंग म , बेस को के वल 650°C तक गम िकया जाता है और इसे िपघलाया नहीं जाता है। इसिलए ट रन जमा करते समय
जॉइंट की सतहों को जॉइंट के साथ लगभग 20 mm तक िफलर धातु की एक परत के साथ लेिपत िकया जाता है, यह सुिनि त करते ए िक यह सही
ढंग से बंधा आ है। (Fig 1)
िफर शु आती िबंदु पर वापस लौट और संतोषजनक वे बनाने के िलए पया िफलर धातु जोड़ । ट रन पूरा होने तक इस िविध को लगावायर
दोहराया जाता है। (Fig 2) िफलर धातु ारा ट पेनेट ेशन और लगावायर कां िफलर धातु जमा के बीच संलयन सुिनि त कर ।
Fig 1 Fig 2
137
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 45