
Page 45 - CITS - Welder - TP - Hindi
P. 45
वे र - CITS
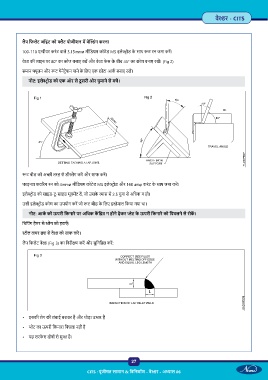
लैप िफलेट जॉइंट को ैट पोजीशन म वे ंग करना
100-110 ए ीयर करंट वाले 3.15mmø मीिडयम कोटेड MS इले ोड के साथ ट रन जमा कर ।
वे की लाइन पर 80° का कोण बनाए रख और वे फे स के बीच 45° का कोण बनाए रख । (Fig 2)
समान ूजन और ट पेनेट ेशन पाने के िलए एक छोटा आक बनाए रख ।
नोट: इले ोड को एक ओर से द ू सरी ओर घुमाने से बच ।
Fig 1 Fig 2
ट बीड को अ ी तरह से डी ैग कर और साफ कर ।
फाइनल कव रंग रन को 4mmø मीिडयम कोटेड MS इले ोड और 160 amp करंट के साथ जमा कर ।
इले ोड को साइड-टू -साइड मूवम ट द , जो उसके ास से 2.5 गुना से अिधक न हो।
उसी इले ोड कोण का उपयोग कर जो ट बीड के िलए इ ेमाल िकया गया था।
नोट: आक को ऊपरी िकनारे पर अिधक क ि त न होने देकर ेट के ऊपरी िकनारे को िपघलने से रोक ।
िचिपंग हैमर से ैग को हटाएँ ।
ील वायर श से वे को साफ कर ।
लैप िफलेट वे (Fig 3) का िनरी ण कर और सुिनि त कर :
Fig 3
• इसकी लेग की लंबाई बराबर है और थोड़ा उभार है
• ेट का ऊपरी िकनारा िपघला नहीं है
• यह सरफे स दोषों से मु है।
27
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 06