
Page 47 - CITS - Welder - TP - Hindi
P. 47
वे र - CITS
Fig 1
• यिद DC मशीन का उपयोग िकया जाता है, तो इले ोड के बल को नेगेिटव टिम नल से कने कर ।
• 3.15 mm ास वाले मीिडयम कोटेड M.S. इले ोड और 110 ए वे ंग करंट का उपयोग करके ट रन जमा कर ।
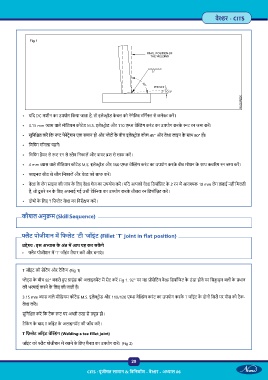
• सुिनि त कर िक ट पेनेट ेशन एक समान हो और ेटों के बीच इले ोड कोण 45° और वे लाइन के साथ 80° हो।
• िचिपंग गॉग पहन ।
• िचिपंग हैमर से ट रन से ैग िनकाल और वायर श से साफ कर ।
• 4 mm ास वाले मीिडयम कोटेड M.S. इले ोड और 160 ए वे ंग करंट का उपयोग करके वीव मोशन के साथ कव रंग रन जमा कर ।
• फाइनल बीड से ैग िनकाल और वे को साफ कर ।
• वे के लेग साइज की जांच के िलए वे गेज का उपयोग कर । यिद आपको वे िडपॉिज़ट के 2 रन म आव क 10 mm लेग लंबाई नहीं िमलती
है, तो दू सरे रन के िलए अपनाई गई उसी टे क का उपयोग करके तीसरा रन िडपॉिज़ट कर ।
• दोषों के िलए T िफ़लेट वे का िनरी ण कर ।
कौशल अनु म (Skill Sequence)
ैट पोजीशन म िफलेट ‘टी ‘जॉइंट (Fillet ‘T joint in flat position)
उ े : इस अ ास के अंत म आप यह कर सक गे
• ैट पोजीशन म ‘T जॉइंट तैयार कर और बनाएं ।
T जॉइंट की सेिटंग और टैिकं ग (Fig 1)
ेट्स के बीच 92° बनाते ए ाइंड को अलाइनम ट म सेट कर Fig 1. 92° पर यह ीसेिटंग वे िडपॉिजट के ठं डा होने पर िसकु ड़न बलों के भाव
की भरपाई करने के िलए की जाती है।
3.15 mm ास वाले मीिडयम कोटेड M.S. इले ोड और 110/120 ए वे ंग करंट का उपयोग करके T जॉइंट के दोनों िसरों पर पीस को टैक-
वे कर ।
सुिनि त कर िक टैक ट पर अ ी तरह से यूज़ हो।
टैिकं ग के बाद T जॉइंट के अलाइनम ट की जाँच कर ।
T िफ़लेट जॉइंट वे ंग (Welding a tee fillet joint)
जॉइंट को ैट पोजीशन म रखने के िलए चैनल का उपयोग कर । (Fig 2)
29
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 06