
Page 52 - CITS - Welder - TP - Hindi
P. 52
वे र - CITS
कव रंग परतों का जमाव (Deposition of covering layers)
पहली कव रंग परत जमा कर , यानी Ø 4.00 mm म म लेिपत MS इले ोड और 160 ए वे ंग करंट का उपयोग करके दू सरा रन। इले ोड के
िलए एक वीिवंग मोशन दी जानी चािहए तािक यह सुिनि त हो सके िक ूव म पया मेटल जमा हो और ेटों के दोनों िकनारे जुड़े ए हों।
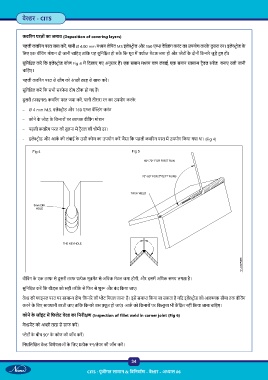
सुिनि त कर िक इले ोड कोण Fig 4 म िदखाए गए अनुसार ह । एक समान म म चाप लंबाई, एक समान सामा ट ैवल ीड बनाए रखी जानी
चािहए।
पहली कव रंग परत से ैग को अ ी तरह से साफ कर ।
सुिनि त कर िक सभी सरफे स दोष ठीक हो गए ह ।
दू सरी (फाइनल) कव रंग परत जमा कर , यानी तीसरा रन का उपयोग करके :
– Ø 4 mm M.S. इले ोड और 160 ए वे ंग करंट
– कोने के जोड़ के िकनारों पर ापक वीिवंग मोशन
– पहली कव रंग परत की तुलना म ट ैवल की धीमी दर।
- इले ोड और आक की लंबाई के उसी कोण का उपयोग कर जैसा िक पहली कव रंग परत म उपयोग िकया गया था। (Fig 4)
Fig 4 Fig 5
वीिवंग के एक तरफ से दू सरी तरफ ेक मूवम ट से अिधक मेटल जमा होगी, और इसम अिधक समय लगता है।
सुिनि त कर िक बीड्स को सही तरीके से िफर से शु और बंद िकया जाए।
वे की फाइनल परत पर सामा दोष ‘िकनारे की ेट िपघल जाना है। इसे समा िकया जा सकता है यिद इले ोड को आव क सीमा तक वीिवंग
करने के िलए सावधानी बरती जाए तािक िकनारे बस यूज़ हो जाएं । आक को िकनारों पर िब ु ल भी क ि त नहीं िकया जाना चािहए।
कोने के जॉइंट म िफलेट वे का िनरी ण (Inspection of fillet weld in corner joint (Fig 6)
वे म ट को अ ी तरह से साफ कर ।
ेटों के बीच 90° के कोण की जाँच कर ।
िन िल खत वे िवशेषताओं के िलए ेक रन/लेयर की जाँच कर ।
34
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 06