
Page 51 - CITS - Welder - TP - Hindi
P. 51
वे र - CITS
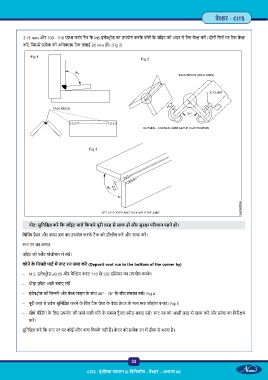
3.15 mm और 100 - 110 ए करंट र ज के MS इले ोड का उपयोग करके कोने के जॉइंट को अंदर से टैक वे कर । दोनों िसरों पर टैक वे
कर , िजसम ेक की अिधकतम टैक लंबाई 20 mm हो। (Fig 2)
Fig 1
Fig 2
Fig 3
नोट: सुिनि त कर िक जॉइंट वाले िकनारे पूरी तरह से साफ हों और सुर ा प रधान पहने हों।
िचिपंग हैमर और वायर श का उपयोग करके टैक को डी ैग कर और साफ कर ।
ट रन का जमाव
जॉइंट को ैट पोजीशन म रख ।
कोने के िनचले पाट म ट रन जमा कर (Deposit root run in the bottom of the corner by)
– M.S. इले ोड ø3.15 और वे ंग करंट 110 से 120 ए यर का उपयोग करके ।
– थोड़ा छोटा आक बनाए रख
– इले ोड को िकनारे और वे लाइन के साथ 60° - 70° के बीच लंबवत रख । Fig 4
– पूरी तरह से वेश सुिनि त करने के िलए टैक वे के वे े टर के पास एक कीहोल बनाएं । Fig 5
– सीधे बीिडंग के िलए उपयोग की जाने वाली गित के समान ट ैवल ीड बनाए रख । ट रन को अ ी तरह से साफ कर और वेश का िनरी ण
कर ।
सुिनि त कर िक ट रन पर कोई ैग कण िचपके नहीं ह । े टर को ेक रन म ठीक से भरना है।
33
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 06