
Page 55 - CITS - Welder - TP - Hindi
P. 55
वे र - CITS
काय का अनु म (Job Sequence)
• ड ाइंग के अनुसार गैस किटंग ारा दो 10 mm मोटी ेटों को सीधा काट और उ आकार म ाइंड कर ल ।
• गैस किटंग ारा ेक ेट के िकनारों को 30° कोण पर बेवल कर और ड ाइंग के अनुसार ट फे स को फाइल कर ।
• ेटों को गंदगी, पानी, तेल, ीस, प ट आिद से साफ कर ।
• ेटों को उिचत ट गैप के साथ बट जॉइंट के प म उ ा रख ।
• जॉइंट के ेक तरफ 1.5° का िड ॉरशन अलाउंस बनाए रख ।
• सभी सुर ा क कपड़े पहन ।
• 3.15 mm मीिडयम कोटेड एमएस इले ोड का उपयोग कर और 110 ए ीयर करंट सेट कर । DC वे ंग मशीन के मामले म इले ोड के बल
को मशीन के नेगेिटव टिम नल से कने कर ।
• ेटों के पीछे की तरफ िसरों पर टैक वे कर । टैक की लंबाई 20 mm होनी चािहए।
• टैक वे को डी ैग कर और साफ कर ।
• टैक वे ेड जॉब को टेबल पर ैट पोजीशन म रख (िसंगल V पाट ऊपर की ओर हो)
• ट रन जमा कर और े टर को भर जैसा िक ायर बट जॉइंट वे ंग के िलए िकया जाता है। (उदाहरण सं ा 3.06)
• ट फे स और ट पेनेट ेशन के उिचत िपघलने को सुिनि त करने के िलए की होल को बनाए रखने का िवशेष ान रख ।
• 4 mm ø मीिडयम कोटेड इले ोड और 150-160 ए यर करंट, शॉट आक और इले ोड की उिचत वीिवंग का उपयोग करके दू सरा रन/
इंटरिमट ट रन जमा कर । अ िधक वीिवंग से बच और सामा ट ैवल ीड सुिनि त कर ।
• जहाँ भी आव क हो े टर भर ।
• डी ैग कर ।
• दू सरे रन के िलए उपयोग िकए गए समान पैरामीटर और टे क का उपयोग करके तीसरा रन/कव रंग रन जमा कर । 1 से 1.5 mm का उिचत
सु ढीकरण सुिनि त कर और अंडरकट से बच ।
• िकसी भी सरफे स वे दोष के िलए िनरी ण कर ।
कौशल अनु म (Skill Sequence)
ैट पोजीशन म िसंगल ‘V बट संयु MS ेट 10 mm मोटाई की वे ंग (Welding of single ‘V
butt joint MS plate 10mm thickness in flat position)
उ े : इस अ ास के अंत म आप यह कर सक गे
• ैट थित म िसंगल V बट संयु MS ेट 10 mm वे कर ।
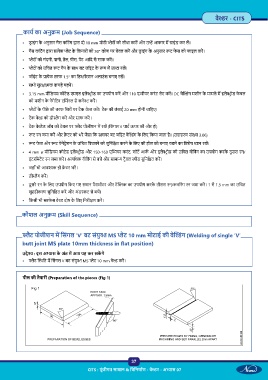
पीस की तैयारी (Preparation of the pieces (Fig 1)
Fig 1
37
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 07