
Page 56 - CITS - Welder - TP - Hindi
P. 56
वे र - CITS
ऑ ी-एिसिटलीन किटंग का उपयोग करके ेक टुकड़े पर 30° बेवल काट ।
बेवल पर ऑ ाइड जमा को हटाने के िलए बेवल िकनारों को ाइंड कर ।
दोनों िकनारों पर फाइिलंग करके 1.5 mm का एक समान ट फे स तैयार कर ।
बेवे िकनार ।
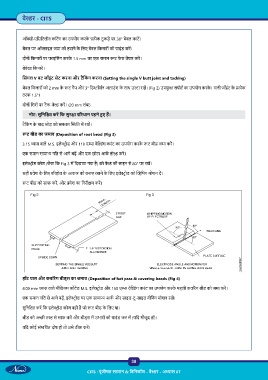
िसंगल V बट जॉइंट सेट करना और टैिकं ग करना (Setting the single V butt joint and tacking)
बेवल िकनारों को 2 mm के ट गैप और 3° िड ॉश न अलाउंस के साथ उ ा रख । (Fig 2) उपयु सपोट का उपयोग करके । यानी जॉइंट के ेक
तरफ 1.5°।
दोनों िसरों पर टैक-वे कर । (20 mm लंबा)
नोट: सुिनि त कर िक सुर ा प रधान पहने ए ह ।
टैिकं ग के बाद जोड़ को समतल थित म रख ।
ट बीड का जमाव (Deposition of root bead (Fig 3)
3.15 ास वाले M.S. इले ोड और 110 ए वे ंग करंट का उपयोग करके ट बीड जमा कर ।
एक समान सामा गित से आगे बढ़ और एक छोटा आक हो कर ।
इले ोड कोण (जैसा िक Fig 3 म िदखाया गया है) को वे की लाइन से 80° पर रख ।
सही वेश के िलए कीहोल के आकार को बनाए रखने के िलए इले ोड को िपंग मोशन द ।
ट बीड को साफ कर , और वेश का िनरी ण कर ।
Fig 2 Fig 3
हॉट पास और कव रंग बीड्स का जमाव (Deposition of hot pass & covering beads (Fig 4)
4.00 mm ास वाले मीिडयम कोटेड M.S. इले ोड और 160 ए वे ंग करंट का उपयोग करके पहली कव रंग बीड को जमा कर ।
एक समान गित से आगे बढ़ , इले ोड पर एक सामा आक और साइड-टू -साइड वीिवंग मोशन रख ।
सुिनि त कर िक इले ोड कोण वही है जो ट बीड के िलए था।
बीड को अ ी तरह से साफ कर और बीड्स म उभारों को ाइंड कर ल (यिद मौजूद हों)।
यिद कोई संभािवत दोष हो तो उसे ठीक कर ।
38
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 07