
Page 194 - CITS - Welder - TT - Hindi
P. 194
वे र - CITS
TIG वे ंग शीट, ेट और पाइप के िलए िकनारे की तैयारी और िफट अप (Edge preparation
and fit up for TIG welding sheet, plates, and pipes)
उ े : इस पाठ के अंत म आप यह जान सक गे
• TIG वे ंग कम एलाय ील का वण न कर
• TIG वे ंग ए ूमीिनयम शीट और पाइप की ा ा कर ।
GTAW/TIG वे ंग की सलाह आमतौर पर पाइप से पाइप या ूब से ूब के जोड़ों के िलए दी जाती है। िन य गैस शी के साथ TIG वे ंग
से जोड़ों म गैस िछ , ऑ ाइड ैग समावेशन जैसे कोई दोष नहीं होता है और इसिलए जोड़ बेहतर गुणव ा वाले होते ह । MS/काब न ील पाइप
और ूब के िलए, जब वे ंग TIG ि या के साथ की जाती है, तो वे मेटल हाइड ोजन के वेश से मु होती है जो आमतौर पर सामा ऑ ी
एिसिटलीन गैस वे ंग या मैनुअल मेटल आक वे ंग ि याओं म होती है। वे म घुली हाइड ोजन गैस सिव स के दौरान भंगुरता का कारण बनती
है। इसिलए MS पाइप के िलए TIG वे ंग हमेशा सभी पाइप लाइनों के िलए पसंद की जाती है, जैसे िक सभी पेट ोिलयम और पावर ांट म गैस पाइप
लाइन/तरल लाइन उ तापमान और उ दबाव वाले तरल पदाथ (तरल पदाथ और गैस, भाप आिद) को प ंचाने के िलए।
िकसी भी ि या ांट जैसे पेट ोिलयम या पावर ोड न ांट के पाइिपंग लेआउट के अनु प सीधे बट वे , िफलेट टी जोड़ और पाइप ए ो जोड़
जैसे िविभ पाइप जोड़ ह ।
इसिलए पाइप जोड़ों के म बर के िवकास म अ िधक सावधानी बरतना अिनवाय है तािक ोमेट ी संयु िफट अप के िलए उिचत मंजूरी दान करे और
उ ािदत TIG वे िकसी भी दोष से मु हो और िडजाइन मानकों के अनुसार उ तम संयु द ता दान करे।
जोड़ों के िविभ कॉ फ़गरेशन को ावहा रक अ ास पु का म अ ी तरह से िदखाया गया है।
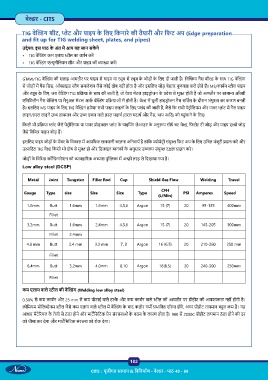
Low alloy steel (DCSP)
Metal Joint Tungsten Filler Rod Cup Shield Gas Flow Welding Travel
CFH
Gauge Type size Size Size Type PSI Amperes Speed
(L/Min}
1.6mm Butt 1.6mm 1.6mm 4,5,6 Argon 15 (7) 20 95-135 400mm
Fillet
3.2mm Butt 1.6mm 2.4mm 4,5,6 Argon 15 (7) 20 145-205 300mm
Fillet 2.4mm
4.8 mm Butt 2.4 mm 3.2 mm 7, 8 Argon 16 (6.5) 20 210-260 250 mm
Fillet
6.4mm Butt 3.2mm 4.0mm 8,10 Argon 18(8,5) 20 240-300 250mm
Fillet
कम एलाय वाले ील की वे ंग (Welding low alloy steel)
0.30% से कम काब न और 25 mm से कम मोटाई वाले ह े और कम काब न वाले ील को आमतौर पर ीहीट की आव कता नहीं होती है।
ोिमयम मोिल डेनम ील जैसे कम एलाय वाले ील म वे ंग के बाद कठोर गम भािवत ए रया होंगे, अगर ीहीट तापमान ब त कम है। यह
आधार मैटे रयल के तेजी से ठं डा होने और माट िसिटक ेन संरचनाओं के गठन के कारण होता है। 900 से 2000C ीहीट तापमान ठं डा होने की दर
को धीमा कर देगा और माट िसिटक संरचना को रोक देगा।
182
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 49 - 60