
Page 222 - CITS - Welder - TT - Hindi
P. 222
वे र - CITS
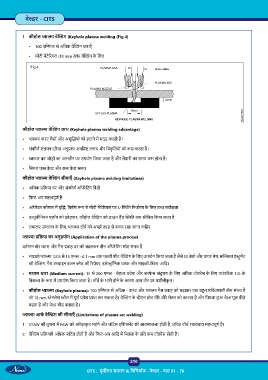
1 कीहोल ा मा वे ंग (Keyhole plasma welding (Fig 4)
• 100 ए यर से अिधक वे ंग धाराएँ
• मोटी मेटे रयल (10 mm तक) वे ंग के िलए
Fig 4
कीहोल ा ा वे ंग लाभ (Keyhole plasma welding advantage)
• ा ा करंट गैसों और अशु यों को हटाने म मदद करती है।
• संकीण संलयन ए रया अनु थ अविश तनाव और िवकृ ितयों को कम करता है।
• ायर बट जोड़ों का आमतौर पर उपयोग िकया जाता है और तैयारी का समय कम होता है।
• िसंगल पास वे और कम वे समय
कीहोल ा ा वे ंग सीमाएँ (Keyhole plasma welding limitations)
• अिधक ि या चर और संकीण ऑपरेिटंग िवंडो
• िफट-अप मह पूण है
• ऑपरेटर कौशल म वृ , िवशेष प से मोटी मैटे रयल पर Ù थित िनधा रण के िलए उ सटीकता
• ए ूमीिनयम एलॉय को छोड़कर, कीहोल वे ंग को डाउन ह ड थित तक सीिमत िकया जाता है
• लगातार संचालन के िलए, ा ा टॉच को अ ी तरह से बनाए रखा जाना चािहए
ा ा ि या का अनु योग (Application of the plasma process)
वत मान बोर ास और गैस वाह दर को बदलकर तीन ऑपरेिटंग मोड संभव ह
• माइ ो ा ा: 0.05 से 15 ए - 0.1 mm तक पतली शीट वे ंग के िलए उपयोग िकया जाता है जैसे SS बेलो और वायर मेष, सिज कल इं म ट
की वे ंग, गैस टरबाइन इंजन ेड की रपेयर, इले ॉिनक घटक और माइ ो- च आिद।
• म म धारा (Medium current): 15 से 200 ए - बेहतर वेश और सरफे स संदू षण के िलए अिधक टॉलर स के िलए पारंप रक TIG के
िवक के प म उपयोग िकया जाता है। टॉच के भारी होने के कारण आम तौर पर मशीनीकृ त।
• कीहोल ा ा (Keyhole plasma): 100 ए यर से अिधक - करंट और ा ा गैस वाह को बढ़ाकर एक ब त श शाली बीम संभव है
जो 10 mm ेनलेस ील म पूण वेश ा कर सकता है। वे ंग के दौरान होल धीरे-धीरे मेटल को काटता है और िपघला आ वे पूल पीछे
बहता है और वे बीड बनाता है।
ा ा आक वे ंग की सीमाएँ (Limitations of plasma arc welding)
1 GTAW की तुलना म PAW को अपे ाकृ त महंगे और जिटल इ पम ट की आव कता होती है; उिचत टॉच रखरखाव मह पूण है।
2 वे ंग ि याएँ अिधक जिटल होती ह और िफट-अप आिद म िभ ता के ित कम टॉलर स होती ह ।
210
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 61 - 76