
Page 219 - CITS - Welder - TT - Hindi
P. 219
वे र - CITS
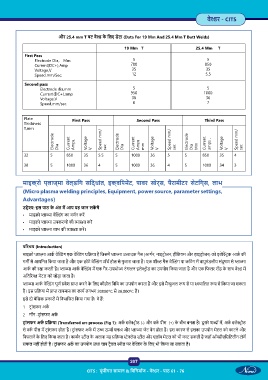
और 25.4 mm T बट वे के िलए डेटा (Data For 19 Mm And 25.4 Mm T Butt Welds)
19 Mm T 25.4 Mm T
First Pass
Electrode Dia,. Mm 5 5
Current(DC+),Amp 700 850
Voltage,V 35 35
Speed,mm/Sec. 12 5.5
Second pass
Electrode dia,mm 5 5
Current(DC+),amp 950 1000
Voltage,V 36 36
Speed,mm/sec 6 7
Plate First Pass Second Pass Third Pass
Thickness
T,mm
Electrode Dia Current Amps. Voltage Speed mm/ sec Electrode Dia Current Amps mm Voltage Speed mm/ sec Electrode Dia Mm Current amps . Voltage Speed mm/ sec
32 5 850 35 V 5.5 5 1000 36 V 5 5 850 35 V 4
38 5 1000 36 4 5 1000 36 4 5 1000 34 3
माइक्रो प्लाज्मा वेल्डिंग सिद्धांत, इक्विपमेंट, पावर सोर्स, पैरामीटर सेटिंग्स, लाभ
(Micro plasma welding principles, Equipment, power source, parameter settings,
Advantages)
उ े : इस पाठ के अंत म आप यह जान सक गे
• माइ ो ा ा वे ंग का वण न कर
• माइ ो ा ा उपकरणों की ा ा कर
• माइ ो ा ा लाभ की ा ा कर ।
प रचय (Introduction)
माइ ो ा मा आक वे ंग एक वे ंग ि या है िजसम ा ा उ ादक गैस (आग न, नाइट ोजन, हीिलयम और हाइड ोजन) को इले क आक की
गम से आयिनत िकया जाता है और एक छोटे वे ंग टॉच होल से गुजारा जाता है। एक शी गैस वे ंग या किटंग म वायुमंडलीय संदू षण से ा ा
आक की र ा करती है। ा ा आक वे ंग म एक गैर-उपभो टंग न इले ोड का उपयोग िकया जाता है और एक िफलर रॉड के साथ वे म
अित र मेटल को जोड़ा जाता है।
ा ा आक वे ंग पूण वेश ा करने के िलए कीहोल िविध का उपयोग करता है और इसे मै ुअल प से या चािलत प से िकया जा सकता
है। इस ि या म ा तापमान का काय लगभग 20000ºC से 30,000ºC है।
इसे दो बेिसक कारों म िवभािजत िकया गया है। वे ह :
1 ट ांसफर अक
2 नॉन -ट ांसफर अक
ट ांसफर अक ि या (Transferred arc process (Fig 1): अक इले ोड (-) और वक पीस (+) के बीच बनता है। दू सरे श ों म , अक इले ोड
से वक पीस म ट ांसफर होता है। ट ांसफर अक म उ ऊजा घन और ा ा जेट वेग होता है। इस कारण से इसका उपयोग मेटल को काटने और
िपघलाने के िलए िकया जाता है। काब न ील के अलावा यह ि या ेनलेस ील और एलॉय मेटल को भी काट सकती है जहाँ ऑ ीएिसिटलीन टॉच
सफल नहीं होती है। ट ांसफर अक का उपयोग उ चाप ट ैवल ीड पर वे ंग के िलए भी िकया जा सकता है।
207
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 61 - 76