
Page 99 - CITS - Welder - TT - Hindi
P. 99
वे र - CITS
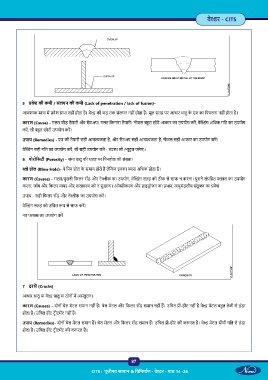
5 वेश की कमी / संलयन की कमी (Lack of penetration / lack of fusion)-
आव क मा ा म वेश ा नहीं होता है। वे की जड़ तक संलयन नहीं होता है। मूल सतह पर आधार धातु के एज का िपघलना नहीं होता है।
कारण (Cause) - गलत जोड़ तैयारी और सेटअप। गलत िकनारा तैयारी। नोजल ब त छोटे आकार का उपयोग कर , वे ंग अिधक गित का उपयोग
कर , लौ ब त छोटी उपयोग कर ।
उपाय (Remedies) - एज की तैयारी सही आव कता है, और सेटअप सही आव कता है, नोजल सही आकार का उपयोग कर ।
वे ंग सही गित का उपयोग कर , लौ सही उपयोग कर - तट थ लौ ( ूट ल ेम)।
6 पोरोिसटी (Porosity) - जमा धातु की सतह पर िपनहोल की सं ा।
ो होल (Blow Hole)- ये िपन होल के समान होते ह लेिकन इनका ास अिधक होता है।
कारण (Causes) - गलत/पुरानी िफलर रॉड और टे ीक का उपयोग, वे ंग सतह को ठीक से साफ न करना। पुराने सं िहत का उपयोग
करना, जॉब और िफलर वायर और वातावरण को न सुखाना। ऑ ीकरण और हाइड ोजन का भाव, वायुमंडलीय संदू षण का वेश
उपाय - सही िफलर रॉड और टे ीक का उपयोग कर ।
वे ंग सतह को उिचत प से साफ कर ।
नए का उपयोग कर
7 दरार (Cracks)
आधार धातु या वे धातु या दोनों म असंतुलन।
कारण (Causes) - दोनों बेस मेटल समान नहीं ह । बेस मेटल और िफलर रॉड समान नहीं ह । उिचत ी-हीट नहीं है वे मेटल ब त तेजी से ठं डा
होता है। उिचत हीट ट ीटम ट नहीं है।
उपाय (Remedies)- दोनों बेस मेटल समान ह । बेस मेटल और िफलर रॉड समान ह । उिचत ी-हीट की ज रत है। वे मेटल धीमी गित से ठं डा
होता है। उिचत हीट ट ीटम ट की ज रत है।
87
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 14 -26