
Page 102 - CITS - Welder - TT - Hindi
P. 102
वे र - CITS
लौ का कार (Type of flame): तट थ लौ का उपयोग िकया जाना चािहए। का अनु योग: िकसी की आव कता नहीं है
उपचार के बाद (After treatment): उनम से अिधकांश िकसी भी ताप उपचार ि या का जवाब नहीं देते ह । इसिलए सफाई के अलावा िकसी भी
पो -हीट उपचार की आव कता नहीं है।
म म काब न ील (Medium carbon steel): इन ील म काब न की मा ा 0.30 से 0.6 ितशत तक होती है। वे मजबूत और कठोर होते ह , लेिकन
उ काब न साम ी के कारण धीमी काब न ील की तरह आसानी से वे नहीं िकए जा सकते ह । उ गम से उपचा रत िकया जा सकता है। वे े
के आसपास दरार के गठन, या बीड म गैस पॉके ट्स को रोकने के िलए अिधक देखभाल की आव कता होती है, जो सभी वे को कमजोर करते ह ।
वे ंग ि या (Welding procedure): अिधकांश म म काब न ील को ब त अिधक किठनाई के िबना ह े ील की तरह सफलतापूव क
वे िकया जा सकता है, लेिकन धातु को 160 िड ी से यस से 320 िड ी से यस (सु लाल गम करने के िलए) तक थोड़ा गम िकया जाना चािहए।
वे ंग पूरी होने के बाद, धातु को उसी ीहीिटंग तापमान पर गम करने की आव कता होती है, और धीरे-धीरे ठं डा होने िदया जाता है।
ठं डा होने के बाद, वे को साफ िकया जाना चािहए तथा सतह के दोषों और संरेखण के िलए िनरी ण िकया जाना चािहए।
ेट एज की तैयारी (Plate edge preparation): वे की जाने वाली साम ी की मोटाई के आधार पर ेट एज की तैयारी।
उ काब न ील (High carbon steel): उ काब न ील म 0.6% से 1.2% काब न होता है। इस कार के ील को गैस वे ंग ि या ारा
उपयोग नहीं िकया जा सकता है ों िक बेस मेटल और वे की दरार से बचना मु ल है।
वे ंग ि या (Welding procedure):
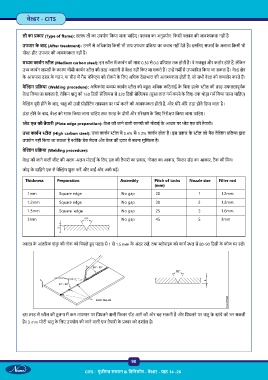
वे की जाने वाली शीट की अलग-अलग मोटाई के िलए एज की तैयारी का कार, नोजल का आकार, िफलर रॉड का आकार, टैक की िपच।
जोड़ के दािहने एज से वे ंग शु कर और बाईं ओर आगे बढ़ ।
Thickness Preparation Assembly Pitch of tacks Nozzle size Filler rod
(mm)
1mm Square edge No gap 20 1 1.2mm
1.2mm Square edge No gap 20 2 1.2mm
1.5mm Square edge No gap 25 2 1.6mm
3mm No gap 45 5 3mm
ाला के आंत रक शंकु की नोक को िपघले ए पडल से 1 से 1.5 mm के अंदर रख , तथा ोपाइप को काय थल से 80-90 िड ी के कोण पर रख ।
इस तरह से ील की तुलना म कम तापमान पर िपघलने वाली िफलर रॉड आगे की ओर बह सकती है और िपघलने पर धातु के खांचे को भर सकती
है। 3 mm मोटी धातु के िलए उपयोग की जाने वाली एज तैयारी के कार को दशा ता है।
90
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 14 -26