
Page 107 - CITS - Welder - TT - Hindi
P. 107
वे र - CITS
पीतल की संरचना (Composition of brass): पीतल िविभ अनुपातों म तांबे और ज ा का एक िम धातु है, संभवतः इसम ब त कम ितशत म
अ त भी शािमल होते ह ।
िजंक का ितशत 1 से 50% तक होता है, िजससे 15 अलग-अलग ावसाियक पीतल उपल होते ह । 20 से 40% िजंक यु इन पीतलों के कई
उपयोग ह ।
पीतल का गलनांक (Melting temperature of brass): तांबे का गलनांक 1083°C और िजंक का गलनांक 419°C होता है। पीतल म म तापमान
पर िपघलता है। तांबे की मा ा िजतनी अिधक होगी, गलनांक उतना ही अिधक होगा। पीतल का गलनांक आमतौर पर 950°C के आसपास होता है।
नोजल, लौ और का चयन (Selection of nozzle, flame and flux): पीतल की वे ंग म मु किठनाई िजंक का वा ीकरण है, ों िक
िजंक का गलनांक पीतल की तुलना म कम होता है। िजंक के न होने के कारण वे म नीचे छे द या िछ उ हो जाते ह और के वल तांबा ही बचता है।
इससे मजबूती कम हो जाती है, तथा पॉिलश करने पर वे म ग े िदखाई देने लगते ह ।
इसिलए िजंक के अ िधक जलने पर िनयं ण िकया जाना चािहए।
ऑ ीकरण ाला म अित र ऑ ीजन ारा इन ‘िजंक सम ाओं को कम िकया जाता है। ऑ ीकरण ाला म अित र ऑ ीजन िजंक को
िजंक ऑ ाइड म बदल देगी िजसका गलनांक िजंक से अिधक होता है। इसिलए ऑ ीकरण ाला का उपयोग िजंक के वा ीकरण को रोकता है।
िजंक को बनाए रखने म मदद करता है जबिक वे धातु का ठोसकरण होता है। कॉपर-िजंक िम धातु, िजनम से अिधकांश को पीतल कहा
जाता है, कॉपर की तुलना म वे करना अिधक किठन होता है। िम धातु म िजंक वे ंग ि या के दौरान परेशान करने वाले और िवनाशकारी धुएं
या वा का उ ादन करता है। पया व िटलेशन दान करना सुिनि त कर और िजंक के धुएं को अंदर लेने से बच ।
पीतल की ऑ ी-एिसिटलीन वे ंग के िलए, ऑ ीकरण करने वाली लौ का उपयोग िकया जाता है और नोजल उसी मोटाई की ह ी ील ेट की
वे ंग के िलए उपयोग िकए जाने वाले नोजल से एक आकार बड़ा होता है। इससे एक नरम ऑ ीकरण करने वाली लौ िमलेगी।
िवद् युत आक ि या ारा पीतल को वे करना किठन है।
पीतल की वे ंग म ब त मह पूण है। बोरे पे का ताज़ा िम ण पीतल की वे ंग के िलए एक अ ा बनाता है।
को संयु े के नीचे और िफलर रॉड पर लगाया जाना चािहए।
िकनारे की तैयारी टेबल 1 म दशा ई गई है।
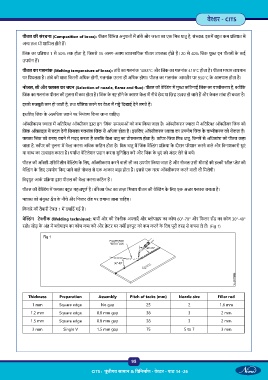
वे ंग टे ीक (Welding technique): बायीं ओर की टे ीक अपनाएँ और ोपाइप का कोण 60°-70° और िफलर रॉड का कोण 30°-40°
रख । जोड़ के अंत म ोपाइप का कोण कम कर और े टर पर गम इनपुट को कम करने के िलए पूरी तरह से वापस ले ल । (Fig 1)
Fig 1
Thickness Preparation Assembly Pitch of tacks (mm) Nozzle size Filler rod
1 mm Square edge No gap 25 2 1.6 mm
1.2 mm Square edge 0.8 mm gap 38 3 2 mm
1.5 mm Square edge 0.8 mm gap 38 3 2 mm
3 mm Single V 1.5 mm gap 75 5 to 7 3 mm
95
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 14 -26