
Page 109 - CITS - Welder - TT - Hindi
P. 109
वे र - CITS
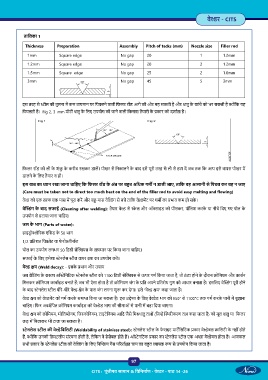
तािलका 1
Thickness Preparation Assembly Pitch of tacks (mm) Nozzle size Filler rod
1mm Square edge No gap 20 1 1.2mm
1.2mm Square edge No gap 20 2 1.2mm
1.5mm Square edge No gap 25 2 1.6mm
3mm No gap 45 5 3mm
इस तरह से ील की तुलना म कम तापमान पर िपघलने वाली िफलर रॉड आगे की ओर बह सकती है और धातु के खांचे को भर सकती है ों िक यह
िपघलती है। Fig 2, 3 mm मोटी धातु के िलए उपयोग की जाने वाली िकनारा तैयारी के कार को दशा ता है।
Fig 1 Fig 2
िफलर रॉड को लौ के शंकु के करीब रखकर डाल । पोखर से िनकालने के बाद इसे पूरी तरह से लौ से हटा द जब तक िक आप इसे वापस पोखर म
डालने के िलए तैयार न हों।
इस बात का ान रखा जाना चािहए िक िफलर रॉड के अंत पर ब त अिधक गम न डाली जाए, तािक वह आसानी से िपघल कर बह न जाए
(Care must be taken not to direct too much heat on the end of the filler rod to avoid easy melting and flowing)
वे को एक तरफ एक पास म पूरा कर और ब -पास वे ंग से बच तािक वे म ट पर गम का भाव कम हो सके ।
वे ंग के बाद सफाई (Cleaning after welding): तैयार वे से े ल और ऑ ाइड को पीसकर, पॉिलश करके या नीचे िदए गए घोल के
उपयोग से हटाया जाना चािहए।
जल के भाग (Parts of water):
हाइड ो ो रक एिसड के 50 भाग
1/2 ितशत िप ेट या फे रो ीनॉल
घोल का उपयोग लगभग 50 िड ी से यस के तापमान पर िकया जाना चािहए।
सफाई के िलए हमेशा ेनलेस ील वायर श का उपयोग कर ।
वे य (Weld decay): - इसके भाव और उपाय
जब वे ंग के कारण ऑ ेिनिटक ेनलेस ील को 1100 िड ी से यस से ऊपर गम िकया जाता है, तो ठं डा होने के दौरान ोिमयम और काब न
िमलकर ोिमयम काबा इड बनाते ह ; जब भी ऐसा होता है तो ोिमयम जंग के ित अपने ितरोध गुण को आधार बनाता है। इसिलए वे ंग पूरी होने
के बाद ेनलेस ील धीरे-धीरे वे े के पास जंग लगना शु कर देगा। इसे “वे य” कहा जाता है।
वे य को वे म ट को गम करके समा िकया जा सकता है। इस उ े के िलए वे ेड भाग को 950° से 1100°C तक गम करके पानी म बुझाना
चािहए। िफर अव ेिपत ोिमयम काबा इड को वे ेड भाग की सीमाओं से पानी म बहा िदया जाएगा।
वे य को ोिमयम, मोिल डेनम, िजरकोिनयम, टाइटेिनयम आिद जैसे िम धातु त ों (िज थरीकरण त कहा जाता है) को मूल धातु या िफलर
छड़ म िमलाकर भी टाला जा सकता है।
ेनलेस ील की वे ेिबिलटी (Weldability of stainless steel): ेनलेस ील के फे राइट माट िसिटक कार वे ेबल ािलटी के नहीं होते
ह , ों िक उनकी ि लीय संरचना होती है, लेिकन वे ेज़ेबल होते ह । ऑ ेनिटक कार का ेनलेस ील एक अ ा वे ेबल होता है। आजकल
सभी कार के ेनलेस ील की वे ंग के िलए िन य गैस प ररि त चाप का ब त ापक प से उपयोग िकया जाता है।
97
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 14 -26