
Page 104 - CITS - Welder - TT - Hindi
P. 104
वे र - CITS
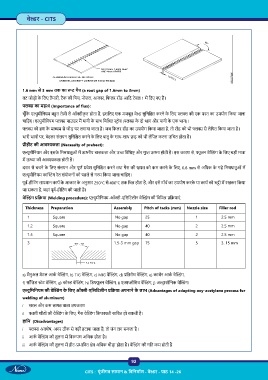
1.6 mm से 3 mm तक का ट गैप (a root gap of 1.6mm to 3mm)
बट जोड़ों के िलए तैयारी, टैक की िपच, नोजल, आकार, िफलर रॉड आिद टेबल 1 म िदए गए ह ।
का मह (Importance of flux):
चूँिक ए ुमीिनयम ब त तेज़ी से ऑ ीकृ त होता है, इसिलए एक मजबूत वे सुिनि त करने के िलए की एक परत का उपयोग िकया जाना
चािहए। ए ुमीिनयम पाउडर म पानी के साथ िमि त ोब ( के दो भाग और पानी के एक भाग)।
को श के मा म से जोड़ पर लगाया जाता है। जब िफलर रॉड का उपयोग िकया जाता है, तो रॉड को भी से लेिपत िकया जाता है।
भारी भागों पर, बेहतर संलयन सुिनि त करने के िलए धातु के साथ-साथ छड़ को भी लेिपत करना उिचत होता है।
ीहीट की आव कता (Necessity of preheat):
ए ूमीिनयम और इसके िम धातुओं म ऊ ीय चालकता और उ िविश और गु ऊ ा होती है। इस कारण से, ूजन वे ंग के िलए बड़ी मा ा
म ऊ ा की आव कता होती है।
दरार से बचने के िलए संलयन और पूण वेश सुिनि त करने तथा गैस की खपत को कम करने के िलए, 0.8 mm से अिधक के गढ़े िम धातुओं म
ए ूमीिनयम का ंग रेत संयोजनों को पहले से गरम िकया जाना चािहए।
पूव -हीिटंग तापमान काय के आकार के अनुसार 250°C से 400°C तक िभ होता है, और इसे टॉच का उपयोग करके या काय को भ ी म रखकर िकया
जा सकता है, जहां पूव -हीिटंग की जाती है।
वे ंग ि या (Welding procedure): ए ुमीिनयम-ऑ ी-एिसिटलीन वे ंग की िविभ ि याएं
Thickness Preparation Assembly Pitch of tacks (mm) Nozzle size Filler rod
1 Square No gap 25 1 2.5 mm
1.2 Square No gap 40 2 2.5 mm
1.5 Square No gap 40 2 2.5 mm
3 1.5-3 mm gap 75 5 3. 15 mm
a) मैनुअल मेटल आक वे ंग, b) TIG वे ंग, c) MIG वे ंग, d) ितरोध वे ंग, e) काब न आक वे ंग,
f) सॉिलड ेट वे ंग, g) को वे ंग, h) िड ूजन वे ंग, i) ए ोिसव वे ंग, j) अ ासोिनक वे ंग।
ए ुिमिनयम की वे ंग के िलए ऑ ी-एिसिटलीन ि या अपनाने के लाभ (Advantages of adopting oxy-acetylene process for
welding of aluminum)
i सरल और कम लागत वाला उपकरण
ii पतली शीटों की वे ंग के िलए, गैस वे ंग िकफायती सािबत हो सकती है।
हािन (Disadvantages)
i अवशेष, अगर ठीक से नहीं हटाया जाता है, तो जंग लग सकता है।
ii आक वे ंग की तुलना म िव पण अिधक होता है।
iii आक वे ंग की तुलना म हीट- भािवत े अिधक चौड़ा होता है। वे ंग की गित कम होती है
92
CITS : पूंजीगत सामान & िविनमा ण - वे र - पाठ 14 -26