
Page 60 - CITS - Fitter Trade Practical - Volume -2
P. 60
FITTER - CITS
Perform drilling using ‘V’ Block and a clamp machine holes)
Objectives: At the end of this exercise you shall be able to
• set cylindrical job on ‘V’ block
• drill on cylindrical job.
Job sequence
• Place two ‘V’ blocks on the marking table.
• Keep the pre machined cylindrical job on ‘V’ block.
• Insert ‘U’ clamps in the ‘V’ block and clamp it.
• Mark the centre line at both periphery and face using vernier height gauge.
• Punch the location of hole as per drawing.
• Align the hole centre to the drilling machine spindle.
• Clamp the job regidly.
• Set the proper rpm.
• Drill the hole.
• Place the job on the ‘V’ block which is placed on the drilling machine table.
• Loosen the ‘U’ clamps.
• Rotate and align the job centre marked in the face perpendicular to the drilling machine table surface.
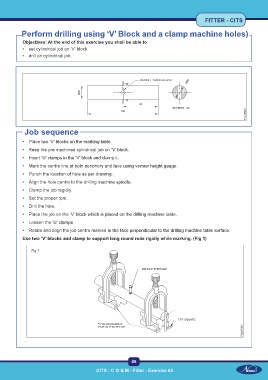
Use two ‘V’ blocks and clamp to support long round rods rigidly while marking. (Fig 1)
Fig 1
45
CITS : C G & M - Fitter - Exercise 63