
Page 47 - CITS - Fitter - Trade Theory
P. 47
FITTER - CITS
Types of drills and their specific uses
Flat drill : The earliest form of drill was the flat drill which is easy to operate, besides being inexpensive to
produce. But it is difficult to hold during operation,and the chip removal is poor. Its operating efficiency is very low.
Twist drill : Almost all drilling operation is done using a twist drill. It is called a twist drill as it has two or more spiral
or helical flutes formed along its length. The two basic types of twist drills are, parallel shank and taper shank.
Parallel shank twist drills are available below 13mm size
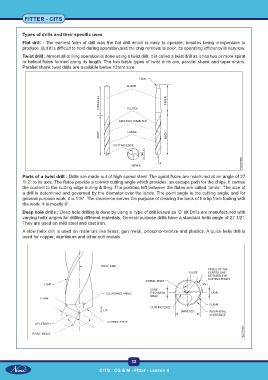
Parts of a twist drill : Drills are made out of high speed steel. The spiral flutes are machined at an angle of 27
1/ 2° to its axis. The flutes provide a correct cutting angle which provides an escape path for the chips. It carries
the coolant to the cutting edge during drilling. The portions left between the flutes are called ‘lands’. The size of
a drill is detemined and governed by the diameter over the lands. The point angle is the cutting angle, and for
general purpose work, it is 118°. The clearance serves the purpose of clearing the back of the lip from fouling with
the work. It is mostly 8°
Deep hole drills : Deep hole drilling is done by using a type of drill known as ‘D’ bit Drills are manufactured with
varying helix angles for drilling different materials. General purpose drills have a standard helix angle of 27 1/2°.
They are used on mild steel and cast iron.
A slow helix drill is used on materials like brass, gun metal, phosphor-bronze and plastics. A quick helix drill is
used for copper, aluminium and other soft metals.
32
CITS : CG & M - Fitter - Lesson 4