
Page 100 - CITS - Welder - Trade Practical
P. 100
WELDER - CITS
Job Sequence
1 Cut the sheet by shearing machine as per drawing.
2 Grind and file the edges of sheet to square
3 Deburr and clean the surface of the plates by carbon steel wire brush and filing.
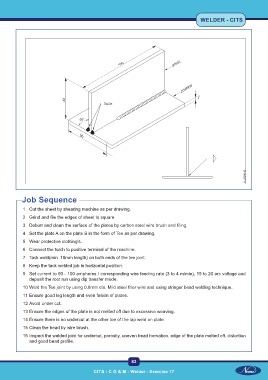
4 Set the plate A on the plate B in the form of Tee as per drawing.
5 Wear protective clothing’s.
6 Connect the torch to positive terminal of the machine.
7 Tack weld(min. 10mm length) on both ends of the tee joint.
8 Keep the tack welded job in horizontal position.
9 Set current to 90 - 100 ampheres / corresponding wire feeding rate (3 to 4 m/min), 19 to 20 arc voltage and
deposit the root run using dip transfer mode.
10 Weld the Tee joint by using 0.8mm dia. Mild steel filler wire and using stringer bead welding technique.
11 Ensure good leg length and even fusion of plates.
12 Avoid under cut.
13 Ensure the edges of the plate is not melted off due to excessive weaving.
14 Ensure there is no undercut at the other toe of the lap weld on plate.
15 Clean the bead by wire brush.
16 Inspect the welded joint for undercut, porosity, uneven bead formation, edge of the plate melted off, distortion
and good bead profile.
83
CITS : C G & M - Welder - Exercise 17