
Page 138 - CITS - Welder - Trade Practical
P. 138
WELDER - CITS
Job Sequence
• Bevel the edges to 30° angle by grinding (or) filing maintain root face to 1.5mm.
• Keep the plates in alignment in flat position maintain a root gap of 2.50mm.
• Select low hydrogen type E7016 (or) E7018 electrode 3.15mm size and use DCEP polarity i.e., connect the
electrode cable to the +ve terminal of the machine.
• Follow necessary safety precautions.
• Preheat the job to 300°C using a oxy-acetylene torch and check the temperature using a thermo chalk and
tack weld on both ends using low hydrogen electrode.
• Keep the tack welded joint in flat position.
• Deposit the root run using ø3.15mm low hydrogen M.S. electrode ensuring root penetration.
• Clean the root run. Deposit 2nd and 3rd run using slight weaving and digging motion.
• Maintain minimum interpass temp 200°C throughout and also peen the weld bead by ball pein hammer to
remove internal stress concentration for every run.
• Post heat the job if required and cover it in dry sand or ash to allow to cool slowly.
• Clean the weld and inspect it for cracks, proper fusion and other surface defects.
Skill Sequence
Single ‘V’ butt joint on cast iron plate
Objectives: At the end of this exercise you shall be able to
• prepare and weld single ‘V’ butt joint on cast iron plate.
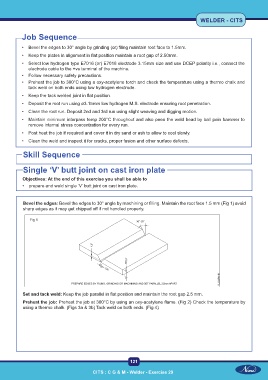
Bevel the edges: Bevel the edges to 30° angle by machining or filling. Maintain the root face 1.5 mm (Fig 1) avoid
sharp edges as it may get chipped off if not handled properly.
Fig 1
Set and tack weld: Keep the job parallel in flat position and maintain the root gap 2.5 mm.
Preheat the job: Preheat the job at 300°C by using an oxy-acetylene flame. (Fig 2) Check the temperature by
using a thermo chalk. (Figs 3a & 3b) Tack weld on both ends. (Fig 4)
121
CITS : C G & M - Welder - Exercise 29