
Page 139 - CITS - Welder - Trade Practical
P. 139
WELDER - CITS
Fig 2 Fig 4
Fig 3
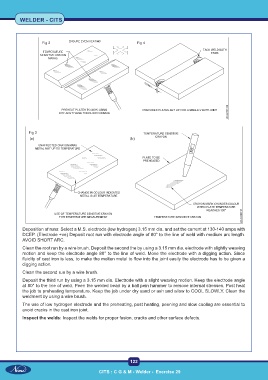
Deposition of runs: Select a M.S. electrode (low hydrogen) 3.15 mm dia. and set the current at 130-140 amps with
DCEP. (Electrode +ve) Deposit root run with electrode angle of 80° to the line of weld with medium arc length.
AVOID SHORT ARC.
Clean the root run by a wire brush. Deposit the second the by using a 3.15 mm dia. electrode with slightly weaving
motion and keep the electrode angle 80° to the line of weld. Move the electrode with a digging action. Since
fluidity of cast iron is less, to make the molten metal to flow into the joint easily the electrode has to be given a
digging action.
Clean the second run by a wire brush.
Deposit the third run by using a 3.15 mm dia. Electrode with a slight weaving motion. Keep the electrode angle
at 80° to the line of weld. Peen the welded bead by a ball pein hammer to remove internal stresses. Post heat
the job to preheating temperature. Keep the job under dry sand or ash and allow to COOL SLOWLY. Clean the
weldment by using a wire brush.
The use of low hydrogen electrode and the preheating, post heating, peening and slow cooling are essential to
avoid cracks in the cast iron joint.
Inspect the welds: Inspect the welds for proper fusion, cracks and other surface defects.
122
CITS : C G & M - Welder - Exercise 29