
Page 141 - CITS - Welder - Trade Practical
P. 141
WELDER - CITS
6 Follow necessary safety precautions.
7 Deposit the first short bead along one side parallel to the axis from point 1.
8 Rotate the bar and deposit the 2nd short bead from point 2.
9 Rotate the bar and deposit the 3rd bead from point 3.
10 Rotate the bar and deposit the 4th bead from point 4.
11 Rotate the bar, chip the slag and clean thoroughly and deposit bead No.5 adjacent to 1.
12 Complete the job by depositing symmetrically as shown in Fig 2 under Skill Sequence.
13 Cool slowly in sand, slaked lime or ash.
14 Clean the weld and inspect for surface defects.
Skill Sequence
Single ‘V’ butt joint on cast iron plate
Objectives: At the end of this exercise you shall be able to
• prepare and weld single ‘V’ butt joint on cast iron plate.
Preparation: Clean a surface of 25mm ø thoroughly by grinding/emergy sheet. The surface must be free from
oil, scale, paint, dirt etc.
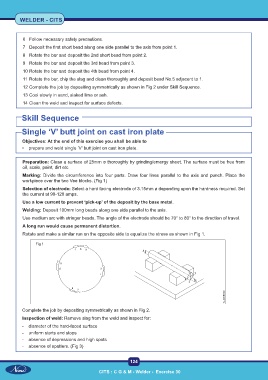
Marking: Divide the circumference into four parts. Draw four lines parallel to the axis and punch. Place the
workpiece over the two Vee blocks. (Fig 1)
Selection of electrode: Select a hard facing electrode of 3.15mm ø depending upon the hardness required. Set
the current at 90-120 amps.
Use a low current to prevent ‘pick-up’ of the deposit by the base metal.
Welding: Deposit 100mm long beads along one side parallel to the axis.
Use medium arc with stringer beads. The angle of the electrode should be 70° to 80° to the direction of travel.
A long run would cause permanent distortion.
Rotate and make a similar run on the opposite side to equalize the stress as shown in Fig 1.
Fig 1
Complete the job by depositing symmetrically as shown in Fig 2.
Inspection of weld: Remove slag from the weld and inspect for:
- diameter of the hard-faced surface
- uniform starts and stops
- absence of depressions and high spots
- absence of spatters. (Fig 3)
124
CITS : C G & M - Welder - Exercise 30 CITS : C G & M - Welder - Exercise 30