
Page 31 - CITS - Welder - Trade Practical
P. 31
WELDER - CITS
Job Sequence
• Wear safety apparel.
• Clean the surface to be cut.
• Set the gas welding plant and fix the cutting blowpipe.
Note: Ensure the cutting nozzle is according to the thickness of the metal.
• Adjust the gas pressure of acetylene and the cutting oxygen.
Note: Ensure the pressure setting as per the metal thickness and size of the cutting nozzle.
• Mark and punch the plate at the required bevel angle.
• Adjust a proper cutting flame.
• Hold the cutting blowpipe at the proper bevel angle to be cut.
• Heat at one end of the plate on the punch line up to cherry red hot.
• Release the cutting oxygen, and observe the cutting action.
• Move the cutting blowpipe towards the other end, following the punched line slowly and steadily at the required
angle.
Note: Maintain a correct speed and distance of the nozzle.
• Close the cutting oxygen and extinguish the flame on the completion of the cut.
• Clean the cut, and inspect for its accuracy.
• Repeat the exercise till you achieve a good and smooth cut.
Skill Sequence
Bevel cutting by hand (Oxy-acetylene)
Objectives: At the end of this exercise, you shall be able to
• set the work piece for bevel cutting
• gas cut bevel surfaces by hand
• inspect the bevel cut.
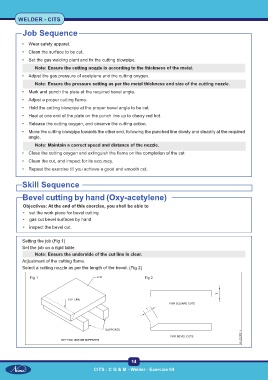
Setting the job (Fig 1)
Set the job on a rigid table.
Note: Ensure the underside of the cut line is clear.
Adjustment of the cutting flame.
Select a cutting nozzle as per the length of the bevel. (Fig 2)
Fig 1 Fig 2
14
CITS : C G & M - Welder - Exercise 04