
Page 322 - CITS - Welder - Trade Practical
P. 322
WELDER - CITS
EXERCISE 92 : Evaluation of defects Eddy current testing
Objectives
At the end of this exercise, you will be able to
• susceptible to magnetic permeability changes
• small changes in permeability can make testing of welds and other ferromagnetic materials difficult
• only effective on conductive materials
• eddy current can only be used to measure materials that support the flow of electrical current.
Job Sequence
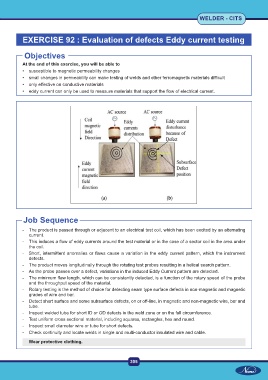
- The product is passed through or adjacent to an electrical test coil, which has been excited by an alternating
current.
- This induces a flow of eddy currents around the test material or in the case of a sector coil in the area under
the coil.
- Short, intermittent anomalies or flaws cause a variation in the eddy current pattern, which the instrument
detects.
- The product moves longitudinally through the rotating test probes resulting in a helical search pattern.
- As the probe passes over a defect, variations in the induced Eddy Current pattern are detected.
- The minimum flaw length, which can be consistently detected, is a function of the rotary speed of the probe
and the throughput speed of the material.
- Rotary testing is the method of choice for detecting seam type surface defects in non-magnetic and magnetic
grades of wire and bar.
- Detect short surface and some subsurface defects, on or off-line, in magnetic and non-magnetic wire, bar and
tube.
- Inspect welded tube for short ID or OD defects in the weld zone or on the full circumference.
- Test uniform cross sectional material, including squares, rectangles, hex and round.
- Inspect small diameter wire or tube for short defects.
- Check continuity and locate welds in single and multi-conductor insulated wire and cable.
Wear protective clothing.
305