
Page 114 - CITS - Welder - Trade Theory
P. 114
WELDER - CITS
MODULE 4: Repair and Maintenance
LESSON 27 - 30 : Electrode - Types - Function flux, types
of flux, coating factor, size of electrode
Objectives
At the end of this lesson you shall be able to
• explain arc welding electrode
• state the types of electrodes
• explain the coating factor
• describe the characteristics of flux coating on electrode
• explain the functions of flux coating during welding.
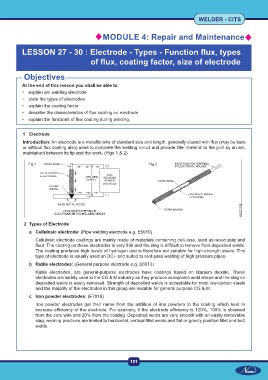
1 Electrode
Introduction: An electrode is a metallic wire of standard size and length, generally coated with flux (may be bare
or without flux coating also) used to complete the welding circuit and provide filler material to the joint by an arc,
maintained between its tip and the work. (Figs 1 & 2)
Fig 1 Fig 2
2 Types of Electrode
a Cellulosic electrode: (Pipe welding electrode e.g. E6010)
Cellulosic electrode coatings are mainly made of materials containing cellulose, such as wood pulp and
flour. The coating on these electrodes is very thin and the slag is difficult to remove from deposited welds.
The coating produces high levels of hydrogen and is therefore not suitable for high-strength steels. This
type of electrode is usually used on DC+ and suited to root pass welding of high pressure pipes.
b Rutile electrodes: (General purpose electrode e.g. E6013)
Rutile electrodes, are general-purpose electrodes have coatings based on titanium dioxide. These
electrodes are widely used in the CG & M industry as they produce acceptable weld shape and the slag on
deposited welds is easily removed. Strength of deposited welds is acceptable for most low-carbon steels
and the majority of the electrodes in this group are suitable for general purpose CG & M.
c Iron powder electrodes: (E7018)
Iron powder electrodes get their name from the addition of iron powders to the coating which tend to
increase efficiency of the electrode. For example, if the electrode efficiency is 120%, 100% is obtained
from the core wire and 20% from the coating. Deposited welds are very smooth with an easily removable
slag; welding positions are limited to horizontal, vertical fillet welds and flat or gravity position fillet and butt
welds.
101