
Page 186 - CITS - Welder - Trade Theory
P. 186
WELDER - CITS
Current type DCSP
Electrode Polarity Electrode Negative
Oxide Cleaning Action No
Heat Balance in the Arc 70% at work end 30% at electrode end
Penetration Profile Deep, narrow
Electrode Capacity Excellent
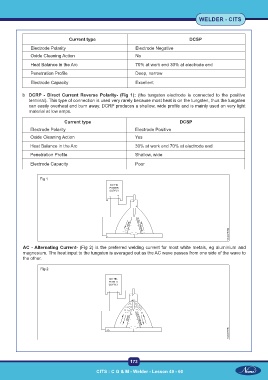
b DCRP - Direct Current Reverse Polarity- (Fig 1): (the tungsten electrode is connected to the positive
terminal). This type of connection is used very rarely because most heat is on the tungsten, thus the tungsten
can easily overheat and burn away. DCRP produces a shallow, wide profile and is mainly used on very light
material at low amps.
Current type DCSP
Electrode Polarity Electrode Positive
Oxide Cleaning Action Yes
Heat Balance in the Arc 30% at work end 70% at electrode end
Penetration Profile Shallow, wide
Electrode Capacity Poor
Fig 1
AC - Alternating Current- (Fig 2) is the preferred welding current for most white metals, eg aluminium and
magnesium. The heat input to the tungsten is averaged out as the AC wave passes from one side of the wave to
the other.
Fig 2
173
CITS : C G & M - Welder - Lesson 49 - 60