
Page 182 - CITS - Welder - Trade Theory
P. 182
WELDER - CITS
Introduction to GTAW (TIG welding), Equipment ,
Advantage over SMAW and oxy - acetylene welding
Objectives: At the end of this lesson you shall be able to
• describe the GTAW welding
• explain the GTAW equipments
• explain the GTAW advantage.
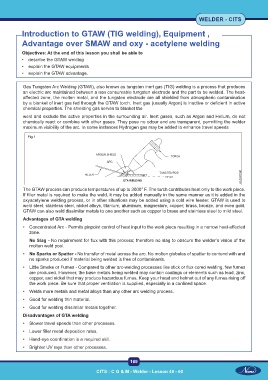
Gas Tungsten Arc Welding (GTAW), also known as tungsten inert gas (TIG) welding is a process that produces
an electric arc maintained between a non consumable tungsten electrode and the part to be welded. The heat-
affected zone, the molten metal, and the tungsten electrode are all shielded from atmospheric contamination
by a blanket of inert gas fed through the GTAW torch. Inert gas (usually Argon) is inactive or deficient in active
chemical properties. The shielding gas serves to blanket the
weld and exclude the active properties in the surrounding air. Inert gases, such as Argon and Helium, do not
chemically react or combine with other gases. They pose no odour and are transparent, permitting the welder
maximum visibility of the arc. In some instances Hydrogen gas may be added to enhance travel speeds
Fig 1
The GTAW process can produce temperatures of up to 3000° F. The torch contributes heat only to the work piece.
If filler metal is required to make the weld, it may be added manually in the same manner as it is added in the
oxyacetylene welding process, or in other situations may be added using a cold wire feeder. GTAW is used to
weld steel, stainless steel, nickel alloys, titanium, aluminum, magnesium, copper, brass, bronze, and even gold.
GTAW can also weld dissimilar metals to one another such as copper to brass and stainless steel to mild steel.
Advantages of GTA welding
• Concentrated Arc - Permits pinpoint control of heat input to the work piece resulting in a narrow heat-affected
zone.
No Slag - No requirement for flux with this process; therefore no slag to obscure the welder’s vision of the
molten weld pool.
• No Sparks or Spatter - No transfer of metal across the arc. No molten globules of spatter to contend with and
no sparks produced if material being welded is free of contaminants.
• Little Smoke or Fumes - Compared to other arc-welding processes like stick or flux cored welding, few fumes
are produced. However, the base metals being welded may contain coatings or elements such as lead, zinc,
copper, and nickel that may produce hazardous fumes. Keep your head and helmet out of any fumes rising off
the work piece. Be sure that proper ventilation is supplied, especially in a confined space.
• Welds more metals and metal alloys than any other arc welding process.
• Good for welding thin material.
• Good for welding dissimilar metals together.
Disadvantages of GTA welding
• Slower travel speeds than other processes.
• Lower filler metal deposition rates.
• Hand-eye coordination is a required skill.
• Brighter UV rays than other processes.
169
CITS : C G & M - Welder - Lesson 49 - 60