
Page 179 - CITS - Welder - Trade Theory
P. 179
WELDER - CITS
Causes Remedy
Material too thick. Joint preparation and design must
Improper joint preparation.
provide access to
bottom of groove while maintaining proper welding
Improper weld technique
wire extension and arc
Insufficient heat input. characteristics.
Maintain normal gun angle of 0 to 15 degrees to
achieve maximum penetration.
Keep arc on leading edge of weld puddle.
Be sure welding wire extends not more than (13 mm)
beyond nozzle.
Select higher wire feed speed and/or select higher
voltage range.
Reduce travel speed.
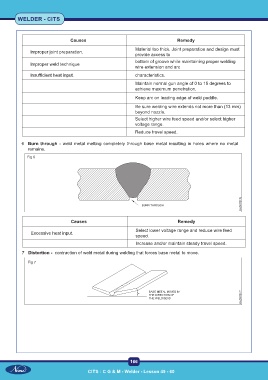
6 Burn through - weld metal melting completely through base metal resulting in holes where no metal
remains.
Fig 6
Causes Remedy
Select lower voltage range and reduce wire feed
Excessive heat input.
speed.
Increase and/or maintain steady travel speed.
7 Distortion - contraction of weld metal during welding that forces base metal to move.
Fig 7
166
CITS : C G & M - Welder - Lesson 49 - 60