
Page 177 - CITS - Welder - Trade Theory
P. 177
WELDER - CITS
Causes Remedy
Wire feed speed too high. Select lower wire feed speed.
Voltage too high. Select lower voltage range.
Electrode extension (stick out) too long. Use shorter electrode extension (stick out).
Remove all grease, oil, moisture, rust, paint,
Work piece dirty.
undercoating, and
Insufficient shielding gas at welding arc. dirt from work surface before welding.
Increase flow of shielding gas at regulator/flowmeter
Dirty welding wire.
and/or
prevent drafts near welding arc.
Use clean, dry welding wire.
Eliminate pickup of oil or lubricant on welding wire
from feeder
or liner.
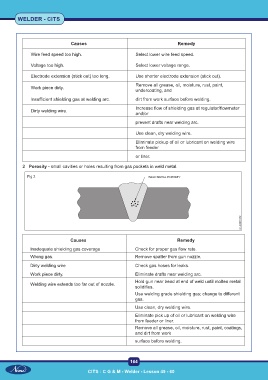
2 Porosity - small cavities or holes resulting from gas pockets in weld metal.
Fig 2
Causes Remedy
Inadequate shielding gas coverage Check for proper gas flow rate.
Wrong gas. Remove spatter from gun nozzle.
Dirty welding wire Check gas hoses for leaks.
Work piece dirty. Eliminate drafts near welding arc.
Hold gun near bead at end of weld until molten metal
Welding wire extends too far out of nozzle.
solidifies.
Use welding grade shielding gas; change to different
gas.
Use clean, dry welding wire.
Eliminate pick up of oil or lubricant on welding wire
from feeder or liner.
Remove all grease, oil, moisture, rust, paint, coatings,
and dirt from work
surface before welding.
164
CITS : C G & M - Welder - Lesson 49 - 60