
Page 172 - CITS - Welder - Trade Theory
P. 172
WELDER - CITS
thermal conductivity. Argon gas is 10 times heavier than helium gas, hence less argon gas is required to provide
a good shield as compared to helium gas.
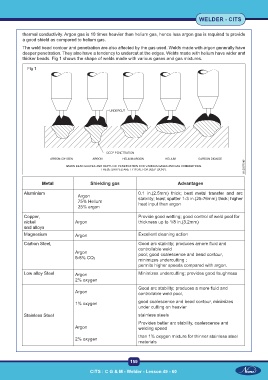
The weld bead contour and penetration are also affected by the gas used. Welds made with argon generally have
deeper penetration. They also have a tendency to undercut at the edges. Welds made with helium have wider and
thicker beads. Fig 1 shows the shape of welds made with various gases and gas mixtures.
Fig 1
Metal Shielding gas Advantages
Aluminium 0.1 in.(2.5mm) thick; best metal transfer and arc
Argon stability; least spatter 1-3 in.(25-76mm) thick; higher
75% Helium heat input than argon
25% argon
Copper, Provide good wetting; good control of weld pool for
nickel Argon thickness up to 1/8 in.(3.2mm)
and alloys
Magnesium Argon Excellent cleaning action
Carbon Steel, Good arc stability; produces amore fluid and
controllable weld
Argon pool; good coalescence and bead contour,
5-8% CO2 minimizes undercutting ;
permits higher speeds compared with argon.
Low alloy Steel Argon Minimizes undercutting; provides good toughness
2% oxygen
Good arc stability; produces a more fluid and
Argon controllable weld pool,
1% oxygen good coalescence and bead contour, minimizes
under cutting on heavier
Stainless Steel stainless steels
Provides better arc stability, coalescence and
Argon welding speed
than 1% oxygen mixture for thinner stainless steel
2% oxygen
materials
159
CITS : C G & M - Welder - Lesson 49 - 60