
Page 212 - CITS - Welder - TP - Hindi
P. 212
वे र - CITS
े टर भर (Fill the crater) : इसे तब तक दोहराएँ जब तक े टर का र बीड सु ढीकरण के समान न हो जाए।
ट रन और जॉइ से े ल और अ गैर-धातु साम ी और छीं टे साफ कर ।
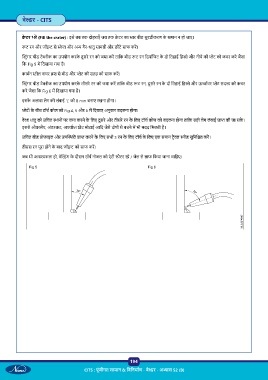
ंगर बीड टे ीक का उपयोग करके दू सरे रन को जमा कर तािक बीड ट रन िडपॉिजट के दो ितहाई िह े और नीचे की ेट को कवर करे जैसा
िक Fig 5 म िदखाया गया है।
काब न ील वायर श से बीड और ेट की सतह को साफ कर ।
ंगर बीड टे ीक का उपयोग करके तीसरे रन को जमा कर तािक बीड ट रन, दू सरे रन के दो ितहाई िह े और ऊ ा धर ेट सद को कवर
करे जैसा िक Fig 6 म िदखाया गया है।
इसके अलावा लेग की लंबाई ‘L को 8 mm बनाए रखना होगा।
ेटों के बीच टॉच कोण को Fig 4, 5 और 6 म िदखाए अनुसार बदलना होगा।
वे धातु को उिचत थानों पर जमा करने के िलए दू सरे और तीसरे रन के िलए टॉच कोण को बदलना होगा तािक सही लेग लंबाई ा की जा सके ।
इससे ओवरलैप, अंडरकट, अपया ोट मोटाई आिद जैसे दोषों से बचने म भी मदद िमलती है।
उिचत बीड ोफ़ाइल और उप थित ा करने के िलए सभी 3 रन के िलए टॉच के िलए एक समान ट ैवल ीड सुिनि त कर ।
तीसरा रन पूरा होने के बाद जॉइ को साफ कर ।
जब भी आव कता हो, वे ंग के दौरान टॉच नोजल को एं टी ैटर े / जेल से साफ िकया जाना चािहए।
Fig 5 Fig 6
194
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 52 (B)