
Page 211 - CITS - Welder - TP - Hindi
P. 211
वे र - CITS
वे ंग की थित िनधा रत कर (Set the welding conditions) : गैस वाह दर को 8 से 10 LPM पर एड़ज कर ।
तार के िसरे को काट द तािक िटप और बेस मेटल के बीच की दू री लगभग 8 से 10 mm हो (FIg 2)।
िडप ट ांसफर म उपयोग िकए जाने वाले 0.8 mm िफलर वायर के िलए वे ंग करंट को लगभग 90 से 100A पर एड़ज कर ।
वे ंग आक वो ेज को लगभग 19 से 20V पर एड़ज कर ।
आक उ कर (Generate an arc:) : शु आत से लगभग 10 mm आगे एक आक उ कर और शु आत म अ िधक सु ढ़ीकरण और शु आती
िछ से बचने के िलए शु आती िबंदु पर वापस लौट ।
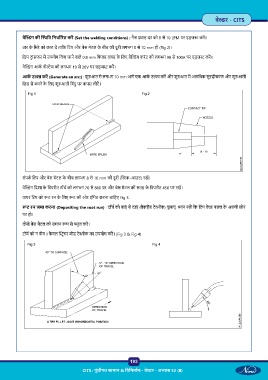
Fig 1 Fig 2
संपक िटप और बेस मेटल के बीच लगभग 8 से 10 mm की दू री ( क-आउट) रख ।
वे ंग िदशा के िवपरीत टॉच को लगभग 70 से 800 पर और बेस मेटल की सतह के िवपरीत 450 पर रख ।
वायर िटप को ट रन के िलए ट की ओर इंिगत करना चािहए Fig 3.
ट रन जमा करना (Depositing the root run) : टॉच को बाएं से दाएं (बैकह ड टे ीक) घुमाएं , ान रख िक िटप वे पडल के अ णी छोर
पर हो।
दोनों बेस मेटल को समान प से ूज कर ।
टॉच को न वीव । के वल ंगर बीड टे ीक का उपयोग कर । (Fig 3 & Fig 4)
Fig 3 Fig 4
193
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 52 (B)