
Page 207 - CITS - Welder - TP - Hindi
P. 207
वे र - CITS
9 चैनल म टैक वे ेड िजब (jib) को ैितज तल से 45 िड ी पर रख तािक वे ंग ैट/डाउन ह ड थित म की जा सके ।
10 0.8 mm ास वाले माइ ील िफलर वायर का उपयोग करके और ंगर बीड वे ंग टे ीक का उपयोग करके लैप जॉइंट को वे कर ।
11 सुिनि त कर िक पैर की लंबाई अ ी हो और ेटों का एक समान संलयन हो।
12 अंडर कट से बच
13 सुिनि त कर िक अ िधक बुनाई के कारण ेट के िकनारे िपघले नहीं ह
14 सुिनि त कर िक ेट पर लैप वे के दू सरे पैर के अंगूठे पर कोई अंडरकट न हो
15 वायर श से बीड को साफ कर
16 अंडरकट, िछ , असमान बीड गठन, ेट के िपघले ए िकनारे, िव पण और अ ी बीड ोफ़ाइल के िलए वे ेड जोड़ का िनरी ण कर ।
Fig 1
कौशल अनु म (Skill Sequence)
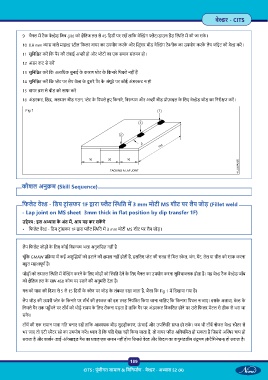
िफलेट वे - िडप ट ांसफर 1F ारा ैट थित म 3 mm मोटी MS शीट पर लैप जोड़ (Fillet weld
- Lap joint on MS sheet 3mm thick in flat position by dip transfer 1F)
उ े : इस अ ास के अंत म , आप यह कर सक गे
• िफलेट वे - िडप ट ांसफर 1F ारा ैट थित म 3 mm मोटी MS शीट पर लैप जोड़।
लैप िफलेट जोड़ों के िलए कोई िव पण भ ा अनुशंिसत नहीं है
चूंिक GMAW ि या म कई अशु यों को हटाने की मता नहीं होती है, इसिलए ेट की सतह से िमल े ल, जंग, प ट, तेल या ीस को साफ करना
ब त मह पूण है।
जोड़ों को समतल थित म वे ंग करने के िलए जोड़ों को थित देने के िलए चैनल का उपयोग करना सुिवधाजनक होता है। यह वे टैक वे ेड जॉब
को ैितज तल के साथ 450 कोण पर रखने की अनुमित देता है।
गन को या ा की िदशा से 5 से 15 िड ी के कोण पर जोड़ के लंबवत रखा जाता है, जैसा िक Fig 1 म िदखाया गया है।
लैप जोड़ की ऊपरी ेट के िकनारे पर टॉच की हरकत को इस तरह िनयंि त िकया जाना चािहए िक िकनारा िपघल न जाए। इसके अलावा, वे के
िनचले पैर तक प ँचने पर टॉच को थोड़े समय के िलए रोकना पड़ता है तािक पैर पर अंडरकट िवकिसत होने पर उसे िफलर मेटल से ठीक से भरा जा
सके ।
टॉच की एक समान या ा गित बनाए रख तािक आव क बीड सु ढ़ीकरण, ऊं चाई और उप थित ा हो सके । जब भी टॉच नोजल वे ैटर से
भर जाए तो एं टी ैटर े का उपयोग कर । ान द िक यिद ऐसा नहीं िकया जाता है, तो वायर फीड अिनयिमत हो सकता है िजससे अ थर चाप हो
सकता है और काब न-डाई-ऑ ाइड गैस का वाह एक समान नहीं होगा िजससे वे और िछ ण का वायुमंडलीय संदू षण (कं टैिमनेशन) हो सकता है।
189
CITS : पूंजीगत सामान & िविनमा ण - वे र - अ ास 52 (A)